
Esempio per industria di automobili
Cos’è il Controllo Statistico di Processo?
Il Controllo Statistico di Processo (SPC) consiste in un set di test statistici eseguiti su un processo (ad esempio una linea di produzione). I suoi obiettivi sono
- Tenere sotto controllo la qualità del processo
- Prevenire errori
- Ridurre i costi dovuti a problemi riscontrati su unità di produzione non conformi
Le tecniche SPC valutano la variabilità di un processo, per identificare la probabilità di non conformità.
Esempio:
Una linea di produzione di automobili ha alcuni serraggi critici, effettuati con avvitatori (elettrici, pneumatici, chiavi dinamometriche).
Con migliaia di viti da serrare tutti i giorni, come è possibile assicurare la qualità dei serraggi?
 In caso di errore, come è possibile capire cosa è successo nelle auto già prodotte?
In caso di errore, come è possibile capire cosa è successo nelle auto già prodotte?
Capacità macchina (Cm, Cmk) e capacità di processo (Cp, Cpk)
- Cm e Cp
L’indice Cm indica la capacità macchina. E’ il numero di volte che la dispersione della macchina è contenuta nell’intervallo di tolleranza. Più alto è il suo valore, migliore è la macchina.
L’indice Cp ha lo stesso significato, ma è applicato ad un processo invece cha ad una macchina.

Il Cm e il Cp descrivono la ripetibilità di una macchina o un processo relativo alla classe di tolleranza, senza considerare il suo centraggio rispetto al valore nominale.

- Cmk e Cpk
Per studiare il centraggio della capacità machina o la capacità di processo rispetto al valore nominale, si utilizzano gli indici Cmk e Cpk, che legano la capacità macchina o di processo al centraggio intorno al valore nominale.
Un Cmk o Cpk alto indica che la macchina o processo ha una bassa dispersione, ed è ben centrato in mezzo all’intervallo di tolleranza.


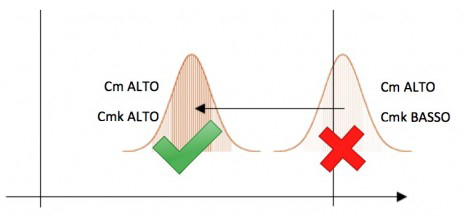
- Interpretazione dei Cm, Cmk e Cp, Cpk
Un buon Cm or Cp è fondamentale per una macchina o processo. Se il Cm o Cp è basso, l’unico modo per poterlo accettare senza ripararlo è quello di aumentare l’intervallo di tolleranza:

Se il Cmk è basso ma il Cm è alto, la macchina o il processo possono essere rientrare nei parametri di specifica con una semplice re-calibrazione:
- Esempi di misura di Cm, Cmk e Cp, Cpk
Un produttore di automobile decide di monitorare gli indici Cm, Cmk e Cp, Cpk sulle sue linee di produzione. Misurare il Cm, Cmk significa controllare i parametri di serraggio (coppia e angolo) degli avvitatori:

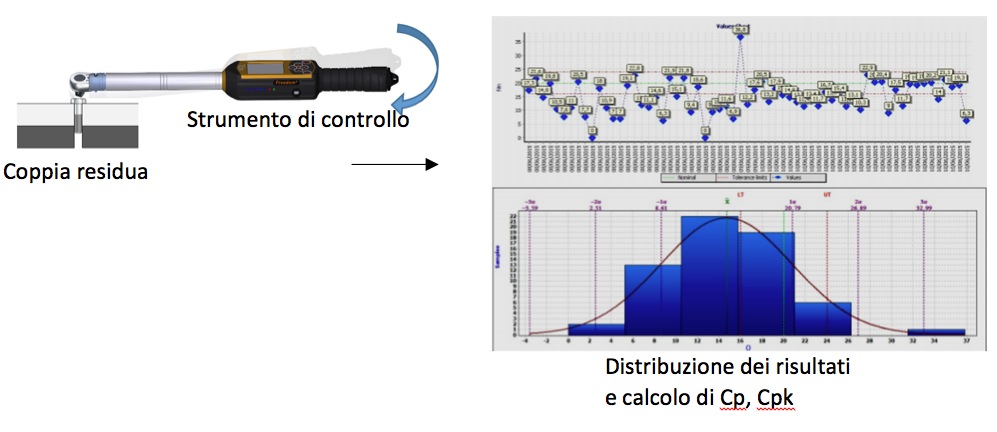
Misurare il Cp, Cpk significa controllare il risultato del processo, in questo caso la coppia residua misurata sui giunti serrati dagli avvitatori:
Carte di Controllo (X, R)
Misurare il Cm/Cmk e Cp/Cpk può essere una operazione che richiede troppo tempo per essere effettuata su base giornaliera su una linea di produzione.
Un altro strumento utile che mette a disposizione il Controllo Statistico di Processo è la costruzione delle carte di controllo, sulla base di frequenti test di pochi campioni. In questo modo il test può essere effettuato senza disturbare la produzione, e costruendo giorno dopo giorno delle carte di controllo per monitorare il processo e prevenire errori prima che questi accadano.
Tipicamente, ogni set è compost da 3 a 10 campioni. Per ogni set di test, il punto medio (X) e il range (R) sono registrati sulle carte di controllo:



Dove D2 è un coefficiente che dipende dal numero di test per set.
Le carte di controllo forniscono un immagine visiva dell’andamento del processo. La macchina o processo possono così essere controllate/riparate prima che vadano fuori controllo.
Nell’esempio seguente, la macchina/processo è ancora nei limiti di tolleranza ma sta per andare fuori controllo:

Esempio di implementazione di Controllo Statistico di Processo
Un produttore di automobile decide di implementare l’SPC sulle proprie linee di produzione.
- Prima di aggiungere un nuovo avvitatore sulla linea di produzione, e comunque una volta al mese, esegue un test Cm-Cmk sull’avvitatore:

- Ogni giorno, l’avvitatore viene rimosso per pochi secondi dalla linea di produzione, e viene verificato mediante un controllo statistico, per compilare le carte di controllo X,R:

- Ogni giorno, un controllo di coppia residua è eseguito sulla linea di produzione, per monitorare il processo (usando il Cp-Cpk e/o le carte di controllo X,R):

- Tutti i risultati dei test Cm-Cmk, Cp-Cpk, e delle carte di controllo X,R, sono salvati in un database per analisi, tracciabilità e reportistica:

