
Exemple automobile
Qu’est-ce que le contrôle du processus statistique ?
Le contrôle du processus statistique consisté à un réglage des tests statistiques exécutés sur un processus (par exemple une ligne de production). Le but est de :
- Garder sous contrôle la qualité du processus
- Prévenir des erreurs
- Réduire les coûts pour les problèmes présents sur les unités sortants du processus (ou une ligne de production)
Les techniques SPC évaluent la variabilité d’un processus, donc identifient la probabilité de non-conformité.
Exemple :
Une ligne de production de voitures a des boulons critiques serrés par des outils électriques (outils électriques, outils pneumatiques, clés). Un processus de serrage propre est vital pour assurer la qualité des voitures.
Avec des milliers de vis qui sont serrées chaque jour, comment la qualité peut être assurée ?

En cas d’erreur, comment pouvons-nous savoir ce qu’il s’est passé dans les voitures déjà produites ?
Capacité machine (Cm, Cmk) et capacité processus (Cp, Cpk)
- Cm et Cp
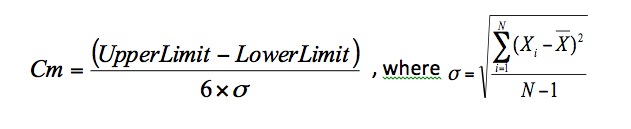
L’index Cm est la capacité de la machine ; c’est le nombre de fois où la propagation de la machine s’inscrit dans la largeur de tolérance. Plus la valeur de Cm est haute, plus la machine est mieux.
Le Cp a la même signification mais il est appliqué à un processus au lieu d’une machine.

Le Cm et le Cp décrivent la reproductibilité d’une machine ou d’un processus pour la classe de tolérance donnée, sans tenir compte du fait qu’ils soient le centre sur la valeur cible.
- Cmk et Cpk
Pour étudier la position de la machine ou la capacité du processus par rapport à la valeur cible, vous utilisez les index Cmk ou Cpk, qui évaluent la capacité correcte pour la position.
Un index Cmk haut signifie que la machine ou le processus ont une petite propagation par rapport à la largeur de tolérance, et qu’il est bien centré dans cette largeur.


- Interprétation de Cm, Cmk et Cp, Cpk
Un bon Cm ou Cp est fondamental pour la machine ou le processus. Si le Cm ou Cp ont une valeur basse, la seule façon de l’accepter sans réparer la machine ou le processus est d’élargir l’intervalle de tolérance:

Si le Cmk est bas mais que le Cm est haut, la machine ou le processus peuvent être dans la spécification avec une simple recalibration:

- Exemple de mesure Cm, Cmk et Cp, Cpk
Les fabricants automobiles décident de motoriser les index Cm, Cmk et Cp, Cpk sur les ligne de production.
Mesurer les index Cm, Cmk signifie tester les paramètres de serrage (couple et angle) de tous les outils assemblés:

Mesurer les index Cp, Cpk signifie tester le résultat du processus, dans ce cas le couple résiduel sur le joint serré par l’outil assemblé:

Graphiques de contrôle (X, R)
Mesurer les index Cm/Cmk et Cp/Cpk requiert quelque fois trop de temps pour être exécuter quotidiennement sur la ligne de production.
Un autre outil puissant du contrôle du processus statistique est de construire des graphiques de contrôle, de la base des tests fréquents sur quelques articles de production. De cette façon, le test peut être exécuté sans perturber la ligne de production, et construire chaque jour des graphiques pour motoriser le processus et prévenir des erreurs avant qu’elles surviennent.
Généralement, chaque ensemble est composé de 3 à 10 tests. Pour chaque ensemble, la moyenne (X) et la plage (R) sont enregistrés sur les graphiques de contrôle :


Où D2 est le coefficient dépendant du nombre d’échantillons pour chaque ensemble du test.
Le graphique de contrôle donne une image de la tendance de la machine ou du processus. La machine ou le processus peuvent être inspectés/ajustés avant d’être en dehors du contrôle. Dans l’exemple suivant, la machine ou le processus sont toujours dans la spécification mais en dehors du contrôle :

Exemple d’une mise en œuvre d’un contrôle du processus statistique
Un fabricant automobile décide applique le SPC sur sa ligne de production.
- Avant ajouter un nouvel outil de serrage à la ligne de production, puis une fois par mois, exécuter un test Cm-Cmk sur l’outil:

- Chaque jour, l’outil est retiré pour quelques secondes de la ligne, et il est vérifié par un test de contrôle statistique pour construire des graphiques X, R:

- Chaque jour, des tests du couple résiduel sont exécutés à la fin de la ligne de production, pour vérifier le processus (en utilisant des graphiques Cp-Cpk et/ou X,R):

- Tous les résultats de Cm-Cmk, Cp-Cpk, des graphiques X, R sont stockés dans une base de données pour analyse, traçabilité et rapport:

