
Oder
Welches sind die grundlegenden Qualitätsprozesse für die industrielle Montage?
Ein Schraubwerkzeug ist ein komplexes System – ganz gleich, ob es sich um ein Drehmoment/Drehwinkel gesteuertes EC-Werkzeug oder einen vermeintlich einfach zu bedienenden mechanischen Knick-Schlüssel handelt. Bei letzterem gibt es einen guten Grund, warum die Kalibrierung auf Basis der ISO 6789-2 mehr als 140 Messpunkte benötigt – natürlich nur in einer Messrichtung. Und das nur, um die Fähigkeit auf einem automatisierten Prüfsystem mit voreingestellten Parametern in einer Laborumgebung zu gewährleisten! Dasselbe gilt für motorisch angetriebene Schraubwerkzeuge. Nicht umsonst gibt es bei der Parametrierung eines solchen Werkzeugs am Rechner manchmal mehr als 50 Einstellfaktoren und Parameter, die zu beachten sind. Dies dient nur dazu, ein System, das im Allgemeinen auf der Grundlage einer Typprüfung wie ISO 5393 oder VDI/VDE 2647 getestet wird, so effektiv wie möglich an einer bestimmten Verbindung in der Produktion arbeiten zu lassen. Sie können sich also vorstellen, dass es einen Unterschied gibt zwischen der Auslieferungs- und Wartungsprüfung und der Maschinenfähigkeitsprüfung an einem bestimmten Schraubfall, mit der erforderlichen Parametrierung und/oder Einstellung und dem erforderlichen Zubehör wie Adaptern und Steckschlüsseln.

Grafik 1: Prinzipdarstellung, wie sich die Fähigkeit eines Schraubwerkzeugs (hier ein EC-Werkzeug) zusammensetzt. Letztlich muss man sicherstellen, dass die gesamte Montage mit ausreichender Sicherheit innerhalb der Toleranz liegt. Dazu benötigt man eine Art Sicherheitsgurt für die Stichprobe. Dieser Sicherheitsgurt ist durch einen auf die Probengröße bezogenen Fähigkeitsfaktor gegeben, hier Cm/Cmk.
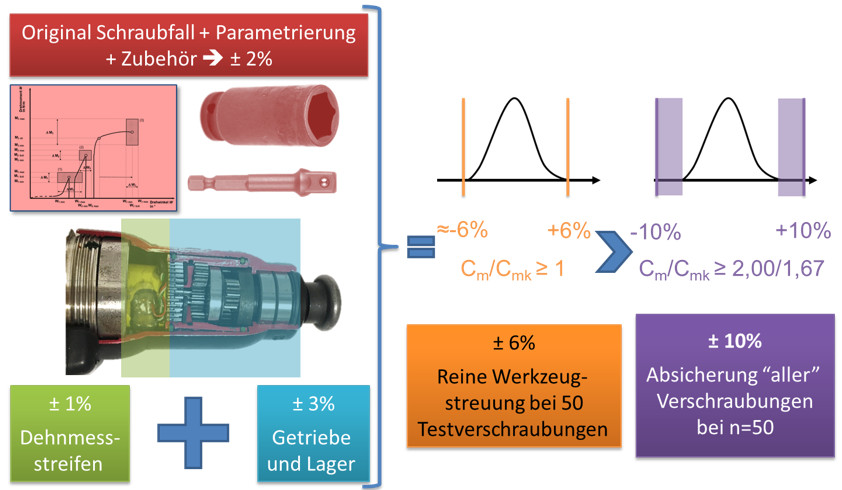
Grafik 2: In Ergänzung zu Grafik 1 sehen Sie hier die Darstellung eines Beispiels, wie sich die Fähigkeit des Montagewerkzeugs in Bezug auf die reale Anwendung zusammensetzen kann. Zusätzliche Faktoren tragen zur Unsicherheit bei. Aus diesem Grund ist eine so genannte schraubstellenbezogene Maschinenfähigkeitsuntersuchung obligatorisch – und nicht die allgemeine Fähigkeitsuntersuchung, die an einem Testschraubfall mit Standardparametrisierung in einem Labor durchgeführt wird und die der Benutzer beim Kauf eines Werkzeugs erhalten kann.
In den “Grundlagen für Quality Management Systeme” – der ISO 9000 – finden Sie aus diesem Grund das Folgende. Um eine messtechnische Bestätigung zu erhalten, müssen Sie die Eignung der Geräte für den vorgesehenen, spezifischen Einsatz nachweisen und dokumentieren – dies ist also eine allgemeine Forderung und gilt umso mehr für den Bereich der Schraubtechnik. Sie gilt für Messmittel und alle anderen qualitätsrelevanten Systeme, wie etwa Schraubwerkzeugen. Bei Messmitteln ist dies nicht zu verwechseln mit der Kalibrierung, die natürlich ein wichtiger Bestandteil der Rückführbarkeit von Messungen ist. Es handelt sich vielmehr um die Messsystemanalyse (MSA) oder auch als Prüfprozesseignung (PPE) bekannt. Da alle Prozesse auf Basis allgemeiner Qualitätsanforderungen statistisch beherrscht sein müssen und weil es natürlich der klügste und wirtschaftlichste Weg ist, macht es Sinn, für die MSA/PPE die ISO 22514-7 – Statistische Methoden im Prozessmanagement – Fähigkeit und Leistung – Teil 7: Fähigkeit des Messprozesses – zu verwenden.
Das Gegenstück für Produktionsanlagen ist die ISO 22514 Teil 2 bzw. Teil 3. Wenn Sie sich diese internationalen Normen ansehen, werden Sie feststellen, dass es gar nicht so einfach ist, die fachlich sachlich richtige und wichtige Systematik im Umfeld der Schraubtechnik anzuwenden. Und da Sie mit dieser Erfahrung nicht allein sind und Qualitätskosten und Produkthaftung nicht nur Sie plagen, hat sich der Verein Deutscher Ingenieure (VDI) veranlasst gesehen, eine Reihe von Richtlinien zur Anwendung internationaler Normen in unserem Bereich zu erstellen, um die technischen und rechtlichen Mindestanforderungen zu erfüllen – die VDI/VDE 2645-Reihe.

Grafik 3: Zusammenhang zwischen internationalen, gesetzlichen Produktanforderungen, die zu Qualitäts- und Dokumentationsanforderungen führen, und in der Folge zu Anforderungen an die Schraubtechnik und spezifische Prozesse in Verbindung mit statistischen Methoden.
Die letzte erforderliche Fähigkeit ist die Prozessfähigkeitsuntersuchung (PFU). Dabei handelt es sich um eine Messung des Produkts nach der Montage. Das bedeutet, dass Sie zwar in der Lage sein könnten, das Enddrehmoment und den Winkel Ihres Montagewerkzeugs zu verarbeiten, um eine Cp/Cpk-Bewertung zu erhalten, dies ist jedoch nicht die eigentliche Anforderung oder technisch sinnvoll. Eine echte PFU in der Schraubtechnik, wie die Weiterdrehmomentprüfung, enthält wesentlich mehr Informationen und muss daher z. B. in der Automobilindustrie mindestens 30 Jahre lang archiviert werden, wie auch die Ergebnisse der MFUs oder Prozess-FMEAs.
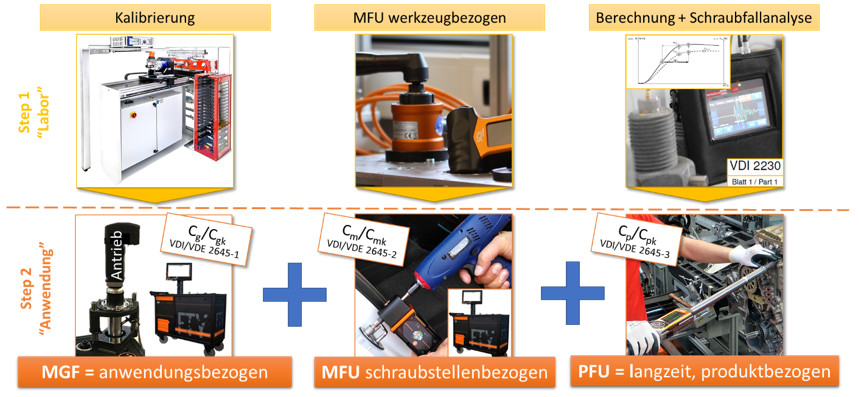
Grafik 4: Nur die konsequente Anwendung aller Prozesses in den notwendigen Schritten gewährleistet Qualität, Sicherheit und eine wirtschaftliche, wettbewerbsfähige, industrielle Montage.
Letztlich ist es nicht mehr als die Anwendung von technischem Menschenverstand, was in den internationalen Qualitätsstandards und -normen festgelegt ist. In ihrer Anwendung liegt die große Möglichkeit, von Best-Practice-Erfahrungen zu profitieren.
Um Ihre Montagerealität mit den internationalen Anforderungen in Einklang zu bringen, haben wir von der SCS Concept Group das volle Paket an Kompetenz, Dienstleistungen, Software und Hardware, um robuste Lösungen maßgeschneidert für sie zu entwickeln – damit Sie wettbewerbsfähig und innovativ bleiben. Genießen Sie den “Freedom” mit der SCS Concept Group.
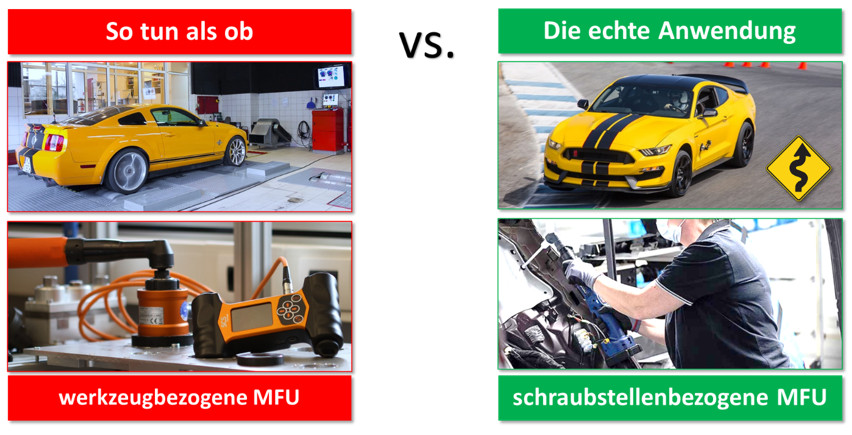
Grafik 5: Eine Leistungsprüfung auf einem Leistungsprüfstand kann mit der “Labor”-Prüfung der Stufe 1 verglichen werden. Die Prüfung der Fahrleistung unter realen Bedingungen hingegen entspricht der Prüfung der Fähigkeit unter den spezifischen Anwendungsbedingungen in der industriellen Umgebung – also das was wirklich wichtig ist.
