
A tightening tool is a quite complex system – no matter if it is a torque-angle controlled EC-tool or a supposedly easy to use mechanical click wrench. If you look at the latter – there is a reason why the calibration on basis of the ISO 6789-2 needs more than 140 measurement points – only in one measurement direction, of course. And this only to ensure capability on an automated testing system with pre-set parameters in a laboratory environment! Same for power tools. There is a reason why sometimes the parametrization of such a tool on a computer gives you more than 50 adjustment factors and parameters to take care of. This is only to bring a system, which is generally tested on basis of a type-test like ISO 5393 or VDI/VDE 2647, to work as effective as possible on a specific joint in production. So, you might already figure that there is a difference between delivery and maintenance testing and machine capability testing on a specific joint, with the needed parametrization and/or adjustment and the required accessories like adapters and sockets.

Graphic 1: Principal illustration how the capability of a tightening tool (here an EC-Tool) is composed. In the end it is necessary to state that all assembly is with a high enough degree of certainty within the tolerance. Therefore, you need a kind of safety belt for the sample. This safety belt is given by a sample size related capability factor, here Cm/Cmk.
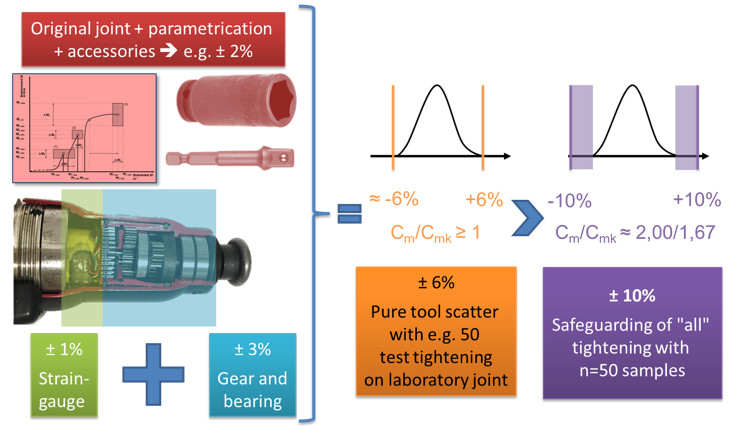
Graphic 2: In addition to graphic one, you see here the illustration of an example on how the assembly tool capability with respect to the real-world application can be composed. Additional factors add to the uncertainty. This is the reason why a so called joint based machine capability test is mandatory – not the general capability test conducted on a standard joint with standard parametrization in a laboratory, which users might get when purchasing a tool.
In the “Quality Management System Fundamentals” – the ISO 9000 you may find the following for this reason. That in order to achieve metrological confirmation you need to demonstrate and document the fitness of the equipment for the intended use – so this is a general requirement and the truer in the field of fastening tech. It applies for measurement equipment and all other quality related equipment like tightening tools. For measurement equipment this is not to be confused with calibration, which is of course an incremental part of the measurement traceability. It is rather the measurement system analysis (MSA) or also known as Measurement Processes Capability (MPC). Since everything needs to be statistical under control because it is required and it is the smart and economic way it makes sense to use for the MSA/MPS the ISO 22514-7 – Statistical methods in process management – Capability and performance Part 7: Capability of measurement process.
The counterpart for production equipment is the ISO 22514-2 respectively part 3. So, if you check those international standards you may find it not too easy to apply the systematic in the fastening tech environment. And since you are not alone with this experience and quality costs and product liability is not only haunting you, the German Association of Engineers felt prompted to come up with a set of guidelines on best practice how to apply international standards in our field to be compliant with the minimum on technical and legal requirements – the VDI/VDE 2645 series.

Graphic 3: Relationship between, international legal product requirements leading to quality and documentation requirements and subsequentially into fastening tech requirements and specific processes combined with statistical methods.
The last capability needed is the process capability test (PCT). It is a measurement of the product after assembly. That means, even so you might be able to process final torque and angle from your assembly tool to get a Cp/Cpk evaluation, this is not what is mandatory or technically useful. A real PCT in fastening technology like the residual torque testing as it is called holds significantly more information on the product joint acceptance and is therefore e.g. in automotive industry to be archived for at least 30 years like MCT or process FMEA results.

Graphic 4: Only the consequent application the set of processes in the necessary steps ensure quality, safety, and economically competitive industrial assembly.
In the end it is not more then the use of technical common sense what is stated in international quality standards and norms. It is “just” the great possibility to profit from best-practice experience.
To bring your assembly reality in check with the international requirements we from SCS Concept Group have the full package of competence, the services, software and hardware to tailor robust solutions so you stay competitive and innovative. Enjoy the Freedom with SCS Concept Group.
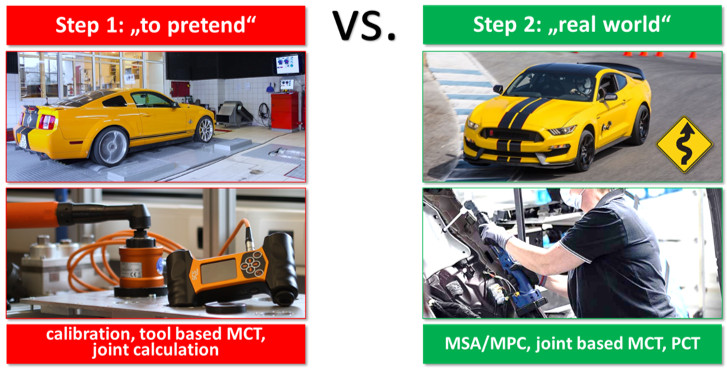
Graphic 5: An automotive performance test on a dynamometer can be compared with step 1 “laboratory” testing. Whereas the real-world driving performance trac test is like the step two “intended use” capability testing in the industrial environment.
