
Un moyen de serrage est un système assez complexe, qu’il s’agisse d’un outil électronique à contrôle d’angle de torsion ou d’une clé mécanique à cliquet censée être facile à utiliser. Si l’on considère cette dernière, il y a une raison pour laquelle l’étalonnage sur la base de la norme ISO 6789-2 nécessite plus de 140 points de mesure, et cela uniquement dans une direction de mesure, bien sûr.
Et ceci uniquement pour garantir la capacité d’un système d’essai automatisé avec des paramètres prédéfinis dans un environnement de laboratoire ! Même chose pour les outils électriques.
Ce n’est pas sans raison que le paramétrage d’un tel outil sur un ordinateur vous donne parfois plus de 50 facteurs d’ajustement et paramètres à prendre en compte.
Il s’agit uniquement d’amener un système, qui est généralement testé sur la base d’un essai de type ISO 5393 ou VDI/VDE 2647, à fonctionner aussi efficacement que possible sur un joint spécifique en production.
Ainsi, vous avez peut-être déjà compris qu’il y a une différence entre les essais de livraison et de maintenance et les essais de capacité de la machine sur un joint spécifique, avec les paramètres et/ou les ajustements nécessaires et les accessoires requis comme les adaptateurs et les douilles.

Graphique 1 : Illustration principale de la composition de la capabilité d’un outil de serrage (ici un outil électrique asservi). En fin de compte, il est nécessaire d’affirmer que tout assemblage se situe avec un degré de certitude assez élevé dans la tolérance.
Par conséquent, vous avez besoin d’une sorte de ceinture de sécurité pour l’échantillon.
Cette ceinture de sécurité est donnée par un facteur de capacité lié à la taille de l’échantillon, ici Cm/Cmk.
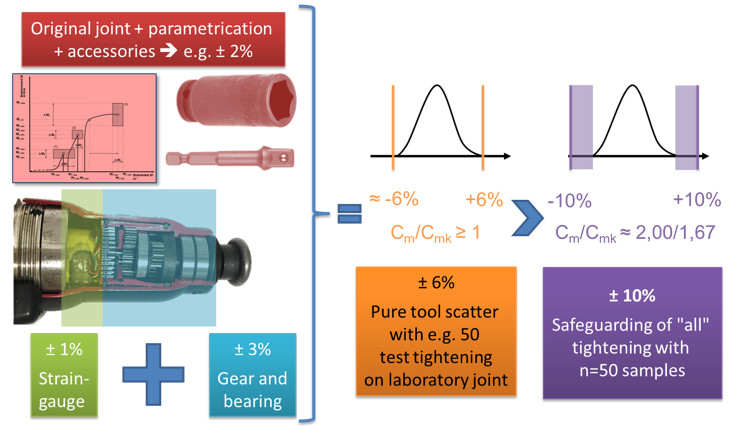
Graphique 2 : En plus du premier graphique, vous voyez ici l’illustration d’un exemple sur la façon dont la capacité de l’outil d’assemblage par rapport à l’application du monde réel peut être composée.
Des facteurs supplémentaires s’ajoutent à l’incertitude.
C’est la raison pour laquelle un essai de capabilité de la machine réalisé sur l’assemblage réel est obligatoire – et non l’essai de capabilité général réalisé sur un joint test standard avec une paramétrisation standard dans un laboratoire, que les utilisateurs peuvent obtenir lors de l’achat d’un outil.
Dans les “Fondamentaux du système de gestion de la qualité” de la norme ISO 9000, vous trouverez peut-être ce qui suit pour cette raison.
Afin d’obtenir une confirmation métrologique, vous devez démontrer et documenter l’aptitude de l’équipement à l’utilisation prévue, il s’agit donc d’une exigence générale, d’autant plus vraie dans le domaine des techniques de fixation.
Elle s’applique aux équipements de mesure et à tous les autres équipements liés à la qualité, comme les outils de serrage.
Pour les équipements de mesure, il ne faut pas confondre avec l’étalonnage, qui est bien sûr une partie supplémentaire de la traçabilité des mesures. Il s’agit plutôt de l’analyse du système de mesure (MSA) ou de la capacité des processus de mesure (MPC).
Puisque tout doit être sous contrôle statistique, parce que c’est nécessaire et que c’est la manière la plus intelligente et la plus économique, il est logique d’utiliser pour la MSA/MPS issue de la norme ISO 22514-7 – Méthodes statistiques de gestion des processus – Capacité et performance – Partie 7 : Capacité du processus de mesure.
La contrepartie pour les équipements de production est la norme ISO 22514-2, respectivement partie 3.
Si vous consultez ces normes internationales, vous constaterez qu’il n’est pas facile de l’appliquer systématiquement dans l’environnement des techniques de fixation.
Et comme vous n’êtes pas les seuls à vivre cette expérience et que les coûts de la qualité et la responsabilité du fait des produits ne vous hantent pas, l’Association allemande des ingénieurs a élaboré un ensemble de lignes directrices sur les meilleures pratiques d’application des normes internationales dans notre domaine afin d’être en conformité avec les exigences techniques et juridiques minimales – la série VDI/VDE 2645.

Graphique 3 : Relation entre les exigences légales internationales en matière de produits, les exigences en matière de qualité et de documentation et, par la suite, les exigences techniques en matière de fixation et les processus spécifiques combinés à des méthodes statistiques.
La dernière aptitude nécessaire est le test de capabilité du processus (PCT). Il s’agit d’une mesure du produit après assemblage. Cela signifie que, même si vous êtes en mesure de traiter le couple et l’angle finaux de votre outil d’assemblage pour obtenir une évaluation Cp/Cpk, ce n’est pas ce qui est obligatoire ou techniquement utile.
Un véritable PCT dans le domaine du vissage, comme l’essai de couple résiduel, contient beaucoup plus d’informations sur l’acceptation du serrage effectué et doit donc, par exemple dans l’industrie automobile, être archivé pendant au moins 30 ans, comme les résultats des tests de capabilité de la machine (MCT) ou des AMDEC de processus.

Graphique 4 : Seule la stricte application de l’ensemble des processus aux étapes nécessaires permet d’assurer la qualité, la sécurité et un montage industriel économiquement compétitif.
En fin de compte, ce n’est rien de plus que l’utilisation du bon sens technique qui est indiqué dans les normes et standards de qualité internationaux. C’est “simplement” la grande possibilité de profiter de l’expérience des meilleures pratiques.
Pour mettre en conformité votre processus d’assemblage avec les exigences internationales, SCS Concept Group dispose d’un ensemble complet de compétences, de services, de logiciels et de matériels pour concevoir des solutions solides qui vous permettront de rester compétitif et innovant. Profitez de la liberté avec SCS Concept Group.
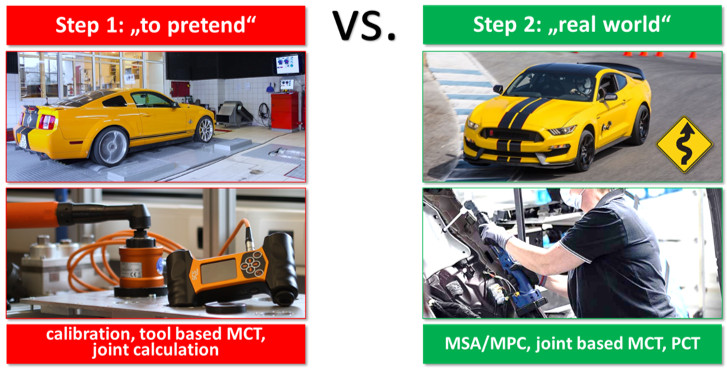
Graphique 5 : Un essai de performance d’une voiture sur un banc de contrôle automobile peut être comparé à l’étape 1 : “essais en laboratoire”.
Alors que l’essai de performance de conduite en conditions réelles est comparable à l’étape 2 : “essai de capabilité en utilisation prévue dans l’environnement industriel”.
