
Una herramienta de apriete es un sistema bastante complejo, no importa si se trata de una herramienta EC controlada por ángulo de torsión o una llave de clic mecánica supuestamente fácil de usar. Si observa esto último, hay una razón por la cual la calibración basada en ISO 6789-2 necesita más de 140 puntos de medición, solo en una dirección de medición, por supuesto. ¡Y esto solo para garantizar la capacidad en un sistema de prueba automatizado con parámetros preestablecidos en un entorno de laboratorio! Lo mismo para las herramientas eléctricas. Hay una razón por la cual, a veces, la parametrización de una herramienta de este tipo en una computadora le brinda más de 50 factores de ajuste y parámetros para cuidar. Esto es solo para hacer que un sistema, que generalmente se prueba en base a una prueba de tipo como ISO 5393 o VDI/VDE 2647, funcione de la manera más efectiva posible en un ensamble específico en producción. Por lo tanto, es posible que ya se haya dado cuenta de que hay una diferencia entre las pruebas de entrega y mantenimiento y las pruebas de capacidad de la máquina en un ensamble específico, con la parametrización y/o el ajuste necesario y los accesorios requeridos, como adaptadores y enchufes.
.

Gráfico 1: Ilustración principal de cómo se compone la capacidad de una herramienta de apriete (aquí una herramienta EC). Al final es necesario afirmar que todo montaje es con un grado de certeza suficientemente alto dentro de la tolerancia. Por lo tanto, necesita una especie de cinturón de seguridad para la muestra. Este cinturón de seguridad viene dado por un factor de capacidad relacionado con el tamaño de la muestra, aquí Cm/Cmk.
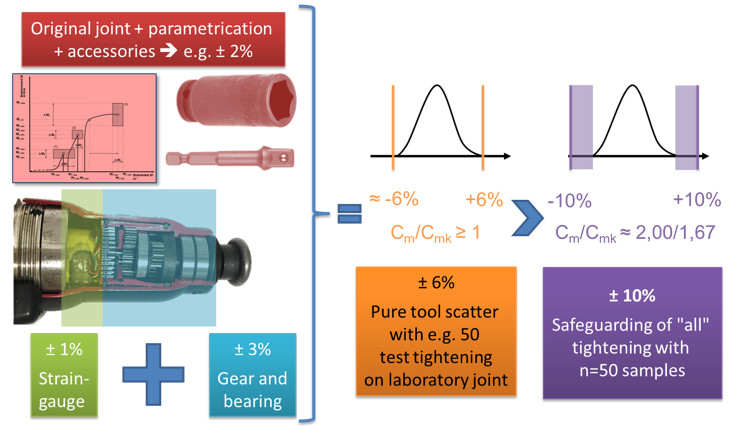
Gráfico 2: Además del gráfico uno, aquí se ve la ilustración de un ejemplo de cómo se puede componer la capacidad de la herramienta de ensamblaje con respecto a la aplicación del mundo real. Factores adicionales se suman a la incertidumbre. Esta es la razón por la que es obligatoria la llamada prueba de capacidad de la máquina basada en ensambles, no la prueba de capacidad general realizada en un laboratorio con una ensamble estándar con parametrización estándar, que los usuarios pueden obtener al comprar una herramienta.
En los “Fundamentos del Sistema de Gestión de Calidad” – ISO 9000 puede encontrar lo siguiente por este motivo. Que para lograr la confirmación metrológica es necesario demostrar y documentar la idoneidad del equipo para el uso previsto, por lo que este es un requisito general y más cierto en el campo de la tecnología de fijación. Se aplica a equipos de medición y todos los demás equipos relacionados con la calidad, como herramientas de apriete. Para los equipos de medición, esto no debe confundirse con la calibración, que por supuesto es una parte incremental de la trazabilidad de la medición. Es más bien el análisis de sistemas de medición (MSA) o también conocido como Capacidad de Procesos de Medición (MPC).
La contraparte para el equipo de producción es la ISO 22514-2, respectivamente, parte 3. Por lo tanto, si verifica esos estándares internacionales, es posible que no le resulte demasiado fácil aplicar la sistemática en el entorno de la tecnología de fijación. Y dado que no está solo con esta experiencia y los costos de calidad y la responsabilidad del producto no solo lo están atormentando, la Asociación Alemana de Ingenieros se sintió impulsada a presentar un conjunto de pautas sobre las mejores prácticas sobre cómo aplicar los estándares internacionales en nuestro campo para cumplir con el mínimo de requisitos técnicos y legales: la serie VDI/VDE 2645.

Gráfico 3: Relación entre requisitos legales internacionales de productos que conducen a requisitos de calidad y documentación y, posteriormente, a requisitos de tecnología de sujeción y procesos específicos combinados con métodos estadísticos.
La última capacidad necesaria es la prueba de capacidad de proceso (PCT). Es una medida del producto después del montaje. Eso significa que, aun así, es posible que pueda procesar el par y el ángulo finales de su herramienta de ensamblaje para obtener una evaluación de Cp/Cpk, esto no es obligatorio ni técnicamente útil. Un PCT real en tecnología de fijación, como la prueba de par residual, como se le llama, contiene mucha más información sobre la aceptación conjunta del producto y, por lo tanto, en la industria automotriz, por ejemplo, se debe archivar durante al menos 30 años como MCT o resultados de FMEA de proceso.

Gráfico 4: Sólo la aplicación consecuente del conjunto de procesos en los pasos necesarios asegura un montaje industrial de calidad, seguridad y económicamente competitivo.
Al final no es más que el uso del sentido común técnico lo que se establece en los estándares y normas internacionales de calidad. Es “solo” la gran posibilidad de beneficiarse de la experiencia de las mejores prácticas.
Para que la realidad de su ensamblaje cumpla con los requisitos internacionales, SCS Concept Group tiene el paquete completo de competencia, los servicios, el software y el hardware para adaptar soluciones robustas para que usted siga siendo competitivo e innovador. Disfrute de la libertad con SCS Concept Group.
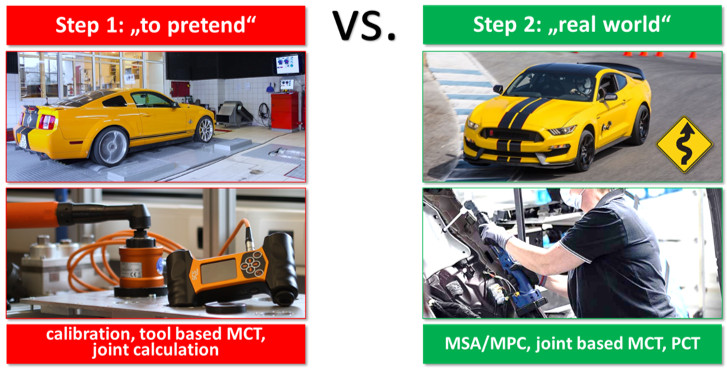
Gráfico 5: Una prueba de rendimiento automotriz en un dinamómetro se puede comparar con la prueba de “laboratorio” del paso 1. Mientras que la prueba de trac de rendimiento de conducción en el mundo real es como la prueba de capacidad de “uso previsto” del paso dos en el entorno industrial.
