
Uno strumento di serraggio è un sistema piuttosto complesso, non importa se si tratta di un avvitatore controllato in coppia e angolo o di una chiave a scatto meccanica apparentemente facile da usare. Se si guarda alla chiave dinamometrica, c’è un motivo per cui la calibrazione sulla base della ISO 6789-2 richiede più di 140 punti di misurazione e solo in una direzione di misurazione, ovviamente.
E questo vale solo per garantire la capacità su un sistema di test automatizzato con parametri preimpostati in un ambiente di laboratorio! Stessa cosa per gli avvitatori. C’è un motivo per cui a volte la parametrizzazione di un tale strumento sulla centralina necessita di più di 50 parametri di cui occuparsi. Questo solo per portare un sistema, che viene generalmente testato sulla base di un test come ISO 5393 o VDI/VDE 2647, a lavorare nel modo più efficace possibile su uno specifico giunto in produzione.

Figura 1: Illustrazione di come è gestita la capacità macchina di uno strumento di serraggio (qui un avvitatore). Alla fine è necessario provare che l’assemblaggio è eseguito con un grado di certezza sufficientemente elevato all’interno della tolleranza. Pertanto, è necessario un margine di sicurezza. Questo margine di sicurezza è dato dalla capacità macchina (Cm/Cmk) il relazione al numeri dei campioni.
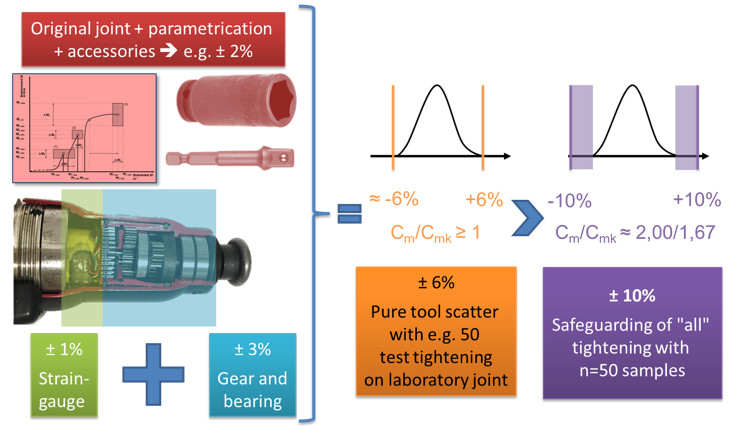
Figura 2: Oltre al grafico, si vede qui un esempio su come può essere gestita la capacità macchina dello strumento di assemblaggio rispetto all’applicazione del mondo reale. Ulteriori fattori aumentano l’incertezza. Questo è il motivo per cui è obbligatorio un cosiddetto test di capacità della macchina basato sul giunto, non il test di capacità generale condotto su un giunto standard con parametrizzazione standard in un laboratorio, che gli utenti potrebbero ottenere quando acquistano uno strumento.
Per questo motivo, nei “Fondamenti del sistema di gestione della qualità” – la ISO 9000, è possibile trovare quanto segue. Per ottenere la conferma metrologica è necessario dimostrare e documentare l’idoneità dell’attrezzatura per l’uso previsto. Questo è un requisito generale, ed è il più importante nel campo della tecnologia di serraggio. Si applica alle apparecchiature di misurazione e a tutte le altre apparecchiature relative alla qualità, come gli strumenti di serraggio. Per le apparecchiature di misura questo non deve essere confuso con la calibrazione, che è ovviamente parte integrante della tracciabilità della misura. È piuttosto l’analisi del sistema di misurazione (MSA) o anche nota come capacità dei processi di misurazione (MPC).
La controparte per le apparecchiature di produzione è la ISO 22514-2, parte 3. Si se controllano questi standard internazionali potrebbe non essere molto facile applicare questo nell’ambiente della tecnologia di serraggio. Dal momento che tanti sono alle prese con i costi di qualità e la responsabilità del prodotto, l’associazione tedesca degli ingegneri si è sentita spinta a elaborare una serie di linee guida sulle migliori pratiche su come applicare gli standard internazionali nel nostro campo per essere conformi con il minimo dei requisiti tecnici e legali – la serie VDI/VDE 2645.

Figura 3: Relazione tra requisiti legali internazionali sui prodotti che portano a requisiti di qualità e documentazione e successivamente a requisiti tecnici di serraggio e processi specifici combinati con metodi statistici.
Alla fine è necessario il test di capacità di processo (PCT). È una misurazione della coppia residua dopo il montaggio. Ciò significa che, anche se si è in grado di produrre la coppia e l’angolo finali dallo strumento di assemblaggio per ottenere direttamente una valutazione del Cp/Cpk (ricavando il dato dallo strumento di serraggio), questo non è né obbligatorio né tecnicamente utile. Un vero PCT nella tecnologia di serraggio, come il test della coppia residua, contiene molte più informazioni sulla qualità del giunto del prodotto e quindi, ad esempio, nell’industria automobilistica deve essere archiviato per almeno 30 anni come i risultati MCT o FMEA di processo.

Figura 4: Solo la conseguente applicazione dell’insieme dei processi nelle fasi necessarie garantisce qualità, sicurezza e montaggi industriali economicamente competitivi.
Alla fine non è altro che l’uso del buon senso tecnico ciò che è affermato negli standard e nelle norme internazionali di qualità. Diventa una grande opportunità per trarre profitto dall’utilizzo delle migliori pratiche.
Per mettere sotto controllo la realtà di assemblaggio con i requisiti internazionali, SCS Concept Group ha il pacchetto completo di competenze, servizi, software e hardware per personalizzare soluzioni robuste in modo da rimanere competitivi e innovativi.
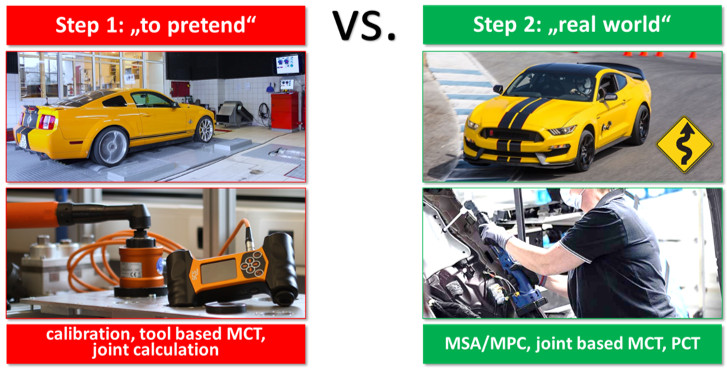
Figura 5: differenza tra mondo di laboratorio e mondo reale. Le prestazioni misurate su un rullo non possono essere le stesse ottenute in pista. Allo stesso modo, un test su un trasduttore in laboratorio non può avere gli stessi risultati di un test di qualità a fine linea.
