| 正确拧紧螺栓是确保生产流程的质量所必不可少的步骤。 |
| 在生产线的末端,都需进行这最后的关键一步来完成生产线的质量控制:测量残余扭矩。 |
| 选择正确的紧固方案可确保螺栓按规格拧紧,但是紧固完成后螺栓连接会发生什么仍然未知。螺栓连接内还留存了多少预紧力? |

| 为评估螺栓的残余扭矩,需要一个配备一个或多个残余扭矩检查方案的工具(例如数显扭力扳手)。数据必须在数据库中跟踪,并使用管理软件生成统计分析和报告,从而防止统计过程控制出错。 |
再启动转矩/角度
| 再启动转矩是测量残余扭矩的首选方法。 |
| 通过这一方法,数显扭矩扳手进一步应用扭矩旋转螺丝,并测量在螺丝开始移动时的扭矩。 |

| 在某些情况下,例如用一滴胶水锁止螺丝,再启动转矩与残余扭矩不重合。事实上,需要更高的扭矩来破除胶水(或克服因接头生锈而造成的摩擦力),然后扭矩会下降,恢复随旋转的增长。 |

| 为了完成这项测试,数显扭矩扳手必须配备有扭矩传感器和用于角度测量的陀螺仪,并在上述两种情况下自动识别再启动转矩和残余扭矩的算法。 |
| 某些扳手型号提供了使用算法扭矩 / 时间而不是扭矩角度来检测残余扭矩的方法。用这种方法所得到的测量结果会受到操作员动作的影响,因此客观性较低、可重复性较差、可靠性较差。 |
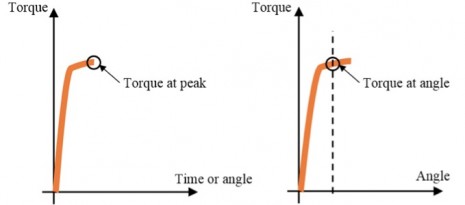
| 在开发智能数显扭矩扳手和方法之前,峰值或角度的再启动转矩提供了有效测量,但客观性比自动识别要低。 |
| 事实上,扭矩的峰值受到操作员的影响,而扭矩角度需要精确了解螺栓连接的力学特性,并设置测试的正确参数: |
松 – 紧法
| 用再启动转矩方法测量残余扭矩意味着有可能对被测螺栓造成过拧(即使在一般情况下,残余扭矩小于紧固扭矩,因此对残余扭矩的测试不太可能超过额定值)。 |
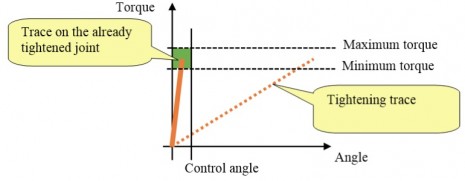
| 为避免过拧的风险,或在使用特大螺丝的特殊应用中,最好使用松-紧法:将耦合松开几度(比如10度,但取决于螺栓连接的扭矩 / 角度特征),然后检测拧回原始位置的扭矩。 |
| 以往,在手动执行测试前,螺丝的位置均用记号笔追踪: |
| 而今天,采用陀螺仪的现代化数显扭矩扳手使这种方案对于操作者来说要简单得多。 |

最小扭矩检查
| 某些汽车制造商用咔嗒扳手重紧已拧紧的螺丝。如果扳手在不旋转的情况下发出咔嗒声,则表示接头在拧紧操作后不会失去夹紧力。 |
| 这种方法仅提供一个OK – Not OK结果,不能测量(也不跟踪)残余扭矩值。此外,如果使用咔嗒扳手,在操作过程中始终会有过度紧固的风险。 |
| 而带有陀螺仪的数显扭矩扳手可以快速检查紧固,(不作残余扭矩测量),施加扭矩并验证是否在一定的角度旋转(通常非常小)达到一定值(通常是最小拧紧扭矩)。通过这种方式,控制快速且自动,并可以通过扭矩扳手直接检测是否过紧。 |