Tighten a junction properly is a fundamental step in ensuring the quality of a production process.
At the end of the production line, there is a crucial step that needs to be done for a complete quality control system: the measurement of residual torque.
Choosing the correct tightening strategy ensures that the joint has been tightened to specification, but what happens at the junction after the tightening remains unknown. How much of the preload applied is left inside the junction?

To evaluate the residual torque on the joint requires a tool (for example digital torque wrench) featuring one or more residual torque check strategies. The data must tracked in a database with a management software producing statistical analysis and reports, preventing errors with statistical process control.
BREAKAWAY TORQUE / ANGLE
The breakaway is the preferred method for the measurement of residual torque.
With this strategy, a digital torque wrench applies torque to rotate the screw further, and measures the torque at the point where the screw starts moving.

In some cases, for example when there is a drop of glue which locks the screw, the breakaway does not coincide with the residual torque. In fact, a higher torque is required to break the glue (or to overcome friction due to rust in the joint), then the torque drops down to resume growing with the rotation.

To accomplish this test the digital torque wrench must be equipped with a torque sensor and a gyroscope for angle measurement, with an algorithm of automatic recognition of the breakaway and residual torque in both cases shown above.
Some wrenches models offer strategies for detection of residual torque using an algorithm torque / time instead of torque angle. The measurement obtained with this methodology is influenced by the action of the operator and therefore less objective, less repeatable and less reliable.
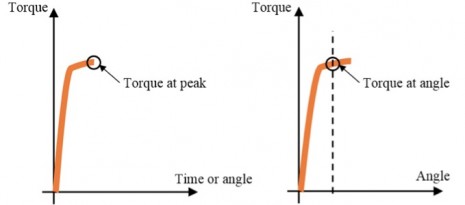
Before the development of methods and intelligent digital torque wrenches, the breakaway at peak or at angle, providing a valid measurement but less objective than the automatic recognition.
In fact, the torque peak is influenced by the operator, while the torque angle requires a precise knowledge of the mechanics of the joint and setting the correct parameters of the test:
LOOSEN – TIGHTEN
Measure the residual torque by the breakaway method implies a possible over tightening of the joint under test (even if, in general, the residual torque is less than the tightening torque, so it is likely that the test of residual torque does not exceed the nominal value).
To avoid the risk of over tightening, or in special applications with very big screws, it is preferable to use the loosen-tighten method: Loosening the coupling a few degrees (for example 10, but depends on the characteristic torque / angle of the joint), and detecting the torque to screw it back to the original position.
In the past, the position of the screw was traced with a marker, before performing the test manually:
Today, modern digital torque wrenches with gyro offer this strategy so much easier for the operator.

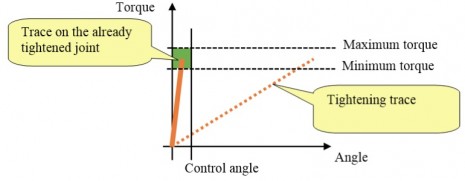
MINIMUM TORQUE CHECK
Some car manufacturers re-tighten the screws already tightened with an click-wrench. If the wrench clicks without rotating, it means that the joint did not lost clamping force after the tightening operation.
This method provides just a OK – Not OK result, not measuring (and not tracing), the value of the residual torque. In addition, using a click-wrench, there is always the risk of producing an over tightening during this operation.
With a digital torque wrench with a gyro it is possible to make a quick check of the tightening, (no measurement of residual torque), applying torque and verifying to reach a certain value (typically the minimum tightening torque) within a certain angle rotation (typically very small). In this way, the control is fast and automatic, and a possible over tightening can be detected directly from the torque wrench.