
Apertar uma junta adequadamente é um passo fundamental para assegurar a qualidade de um processo de produção.
Ao final da linha de produção, há um passo crucial que precisa ser feito para um sistema de controle de qualidade completo: a medição do torque residual.
Escolher a estratégia de aperto correta assegura que a junta foi apertada na especificação, mas o que acontece na junta após o aperto permanece desconhecido. Quanto da pré-carga aplicada foi deixada dentro da junta?

Para avaliar o torque residual na junta é preciso uma ferramenta (por exemplo, uma chave de torque digital) que possui uma ou mais estratégias de verificação de torque residual. Os dados devem ser rastreados em um banco de dados com um software de gerenciamento produzindo análise estatística e relatórios, evitando erros com controle estatístico de processos.
TORQUE/ÂNGULO DE DESENGATE
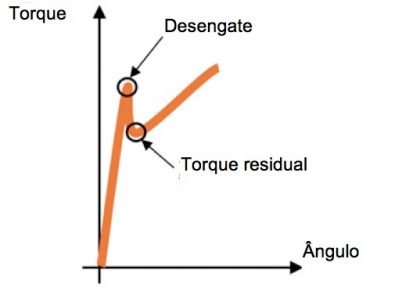
O desengate é o método preferido para a medição do torque residual.
Com essa estratégia, uma chave de torque digital aplica torque para girar o parafuso mais além, e mede o torque no ponto onde o parafuso começa a se mover.

Em alguns casos, por exemplo, quando há uma queda de cola que trava o parafuso, o desengate não coincide com o torque residual. De fato, um torque maior é exigido para quebrar a cola (ou para vencer a fricção devido à ferrugem na junta), então, o torque cai para voltar a subir com a rotação.
Para realizar esse teste, a chave de torque digital deve ser equipada com um sensor de torque e um giroscópio para medição do ângulo, com um algoritmo de reconhecimento automático do desengate e torque residual em ambos os casos mostrados acima.
Alguns modelos de chave oferecem estratégias para detecção de torque residual usando um algoritmo de torque/tempo ao invés de torque/ângulo. A medição obtida com essa metodologia é influenciada pela ação do operador e por isso, é menos objetiva, menos repetível e menos confiável.
Antes do desenvolvimento de métodos e chaves de torque digital inteligentes, o desengate no pico ou no ângulo, fornecia uma medição válida, mas menos objetiva que o reconhecimento automático.
De fato, o pico de torque é influenciado pelo operador, enquanto o torque/ângulo exige um conhecimento preciso da mecânica da junta e configuração dos parâmetros corretos do teste:

AFROUXAMENTO – APERTO
Medir o torque residual pelo método de desengate implica um possível sobreaperto da junta sob teste (mesmo se, em geral, o torque residual for menor que o torque de aperto, é provável que o teste do torque residual não exceda o valor nominal).
Para evitar o risco de sobreaperto, ou em aplicações especial com parafusos muito grandes, é preferível usar o método de afrouxamento-aperto: Afrouxar o acoplamento em poucos graus (por exemplo, 10, mas depende da característica de torque/ângulo da junta), e detectar se o torque ao parafuso voltou à posição original.
No passado, a posição do parafuso era traçada com um marcador, antes de realizar o teste manualmente:

Hoje, chaves de torque digital modernas com giroscópio oferecem essa estratégia muito mais fácil para o operador.

VERIFICAÇÃO DO TORQUE MÍNIMO
Alguns fabricantes de veículos reapertam os parafusos já apertados com uma chave de catraca. Se a chave faz um clique sem rotação, significa que a junta não perdeu a força de aperto após a operação de aperto.
Esse método fornece apenas um resultado OK – NOK, não medindo (e não rastreando), o valor do torque residual. Além disso, ao usar uma chave de catraca, há sempre o risco de produzir um sobreaperto durante essa operação.
Com uma chave de torque digital com um giroscópio, é possível realizar uma verificação rápida do aperto, (não a medição do torque residual), aplicando o torque e verificando o alcance a certo valor (tipicamente, o torque de aperto mínimo) dentro de certa rotação de ângulo (tipicamente muito pequena). Dessa forma, o controle é rápido e automático, e um possível sobreaperto pode ser detectado diretamente da chave de torque.

