
| 在生产线上正确进行螺栓紧固是确保装配流程质量的根本一步。 |
| 那些管理已被采用的紧固方案的员工对扳手的选择和用途不总是清楚。 |
| 扳手种类繁多:咔嗒扳手、打滑扳手、带扭矩或扭矩/角度测量的模拟和电子扭矩扳手。 |
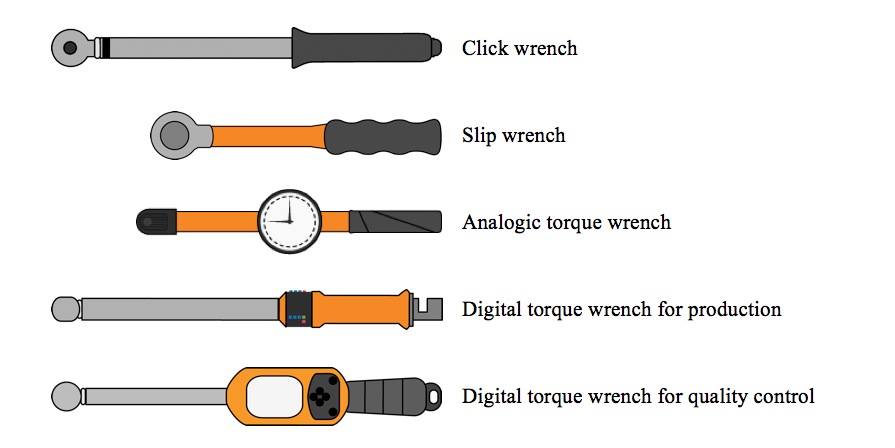
咔嗒扳手
| 咔嗒扳手施加扭矩并在某个阈值处发出咔嗒声,通常可调。 |
| 这种咔嗒可以是几度(有过紧的高度风险),也可高达几十度。 |

优点:
- 重量轻
- 价格便宜
缺点:
- 咔嗒点之后,扭矩继续施加,根据操作员,通常会造成过紧。因此,某些人习惯设定一个较低的目标值,但最终扭矩仍是操作员动作的直接结果,而非扳手的校准。
- 施加的扭矩受具体扳手操作的影响。不当处理会改变施加的扭矩。
- 紧固操作没有旋转控制(操作员可能紧固同一螺丝两次,或者螺栓的螺纹锁死,给予锁紧的假象)
- 扭矩无法测量和跟踪
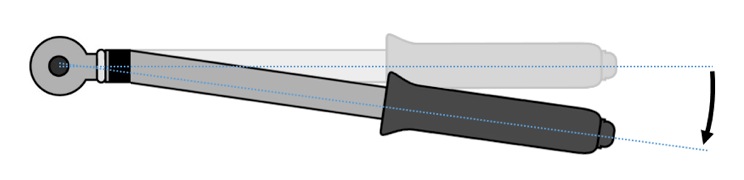
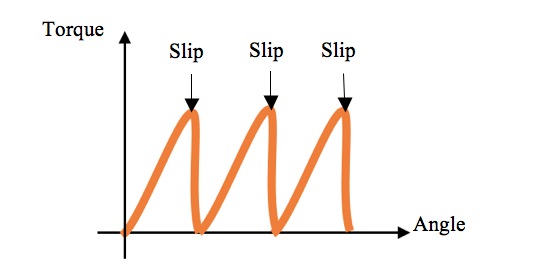
打滑扳手
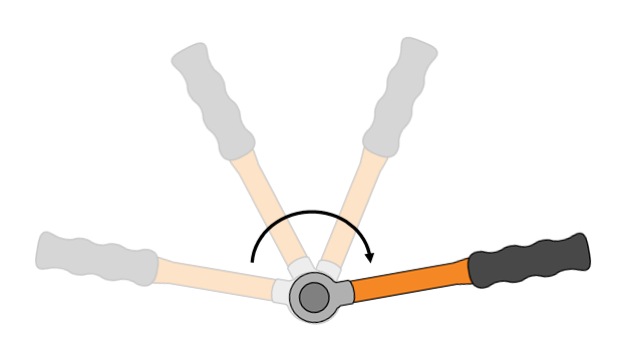
| 打滑扳手施加扭矩并在某个阈值处打滑,通常可调。打滑后,扭矩完全卸力,如果继续旋转,则会再次施加扭力。 |
优点:
- 重量轻
- 价格便宜
- 消除过扭矩风险
缺点:
- 仅用于低扭矩。某些型号能提供高达100 Nm或更高一些的扭矩值,这在扭矩突然卸力时已给操作员带来问题
- 由于扳手作用于不同的机械齿,每个打滑点都有与众不同的扭矩值
- 施加的扭矩受具体扳手操作的影响。不当处理会改变施加的扭矩。
- 紧固操作没有旋转控制(操作员可能紧固同一螺丝两次,或者螺栓的螺纹锁死,给予锁紧的假象)
- 扭矩无法测量和跟踪
模拟表盘扳手

| 模拟表盘扳手提供实时扭矩读数。 |
优点:
- 重量轻
- 价格便宜
- 提供估计扭矩
缺点:
- 最终扭矩取决于操作员的停止位置。因此,即使扳手已完全校准,紧固的可重复性也无法得到保证。
- 施加的扭矩受具体操作的影响。不当处理会改变施加的扭矩。
- 扳手无法就执行的拧紧编程,不能给操作员提供正确紧固操作的指导
- 紧固操作没有旋转控制(操作员可能紧固同一螺丝两次,或者螺栓的螺纹锁死,给予锁紧的假象)
- 扭矩无法测量和跟踪
数显扭矩扳手

| 现代电子扭矩扳手能提供扭矩读数,如果配备了陀螺仪,还能提供转角读数。 |
优点:
- 扭矩和角度控制,做到“认证”的正确紧固
- 扳手显示扭矩和参数
- 紧固结果向操作员实时报告
- 编程拧紧方案
- 执行拧紧和质量控制测试(残余扭矩控制)
- 能够在促狭位置控制拧紧延长杆
- 扭矩测量不依赖于如何处理(如果扳手配备有双电桥传感器)
- 数据的可追溯性
- 扳手可用作装配线紧固工具的备份
缺点:
- 价格比普通扭矩扳手贵
- 重量可能比普通扭矩扳手重
如何选择用于生产或质量控制的数字扭矩扳手

质量控制扳手必须配备:
- 扭矩传感器和陀螺仪
- 显示紧固参数的大型显示屏
- 屏显跟踪曲线
| 用于质量控制同样也可用来执行生产紧固操作(如果配备了生产紧固方案),或使用更加精干的数字式扭矩扳手,仅配备在紧固作业中为操作员提供精简版的带LED灯和杠杆的扳手,并搭配远程遥控面板: |
生产用数显扭矩扳手必须配备:
- 扭矩传感器和陀螺仪
- LED / 蜂鸣器 / 振动装置,为操作员提供实时反馈
- 将生产工件序号与测试相关联
- 软件和数据库的数据可跟踪性通讯
