
Why a Joint Analysis and a PCT (process capability test) of a bolted joint is required for product manufacturers.
If you ask in the assembly department whether and how the users check their bolted joints AFTER assembly, there is often astonishment. Especially when already controlled, monitored and regularly tested tightening systems are used. “We assemble with high precision and monitor all parameters. Every year our tools are tested! Why should we still check the joint now? The tools always show correct values.”
A fallacy and source of quite a few quality defects and recourse claims in connection with bolted joints!
In the following, you will find out why the analysis of bolted joints and the random execution of process inspections are so useful, why standards and guidelines specifically require them, and what the technical correlations are.
Background
Process capability testing (PCT) is the tool of choice in industrial manufacturing to prove the long-term stability of production. Like the process FMEA or the machine capability testing (MCT) for critical bolted joints assembly, the PCT must be archived for the lifetime of the product plus 15 years (at least in Germany). It is the basis of product liability or product safety.
The manufacturer or distributor of a product or partial product must ensure that the product is safe. For this purpose, they are required to manufacture according to current standards and guidelines or at least equivalent. For this purpose, the product must be designed in such a way that it cannot cause harm to life, limb or the environment when used for the intended purpose. Products that deliver what they promise are worth their price for customers and ensure the economic success of manufacturers.
Broken down to a fastener connection, this means that a function must be ensured with the joint. This design is usually carried out by the design department, which determines the specific load case, the function and the risks of the bolted joint in advance. Ideally, the engineering design department determines the strategy, tool technology and tightening parameters with which the workers will later work in series production.
Design drawings still usually contain a torque value with tolerance as the only tightening specification. However, achieving this torque value on the bolted joint during assembly is definitely not enough to ensure a correct bolted joint.
Why? One of the most important functions of a bolted joint is to join two or more parts so that they subsequently behave as a single component. This also applies under operational loads and over the entire intended service life of the overall system or subsystem. The necessary minimum clamp force actually defined by design for this purpose must be maintained throughout the entire service life.
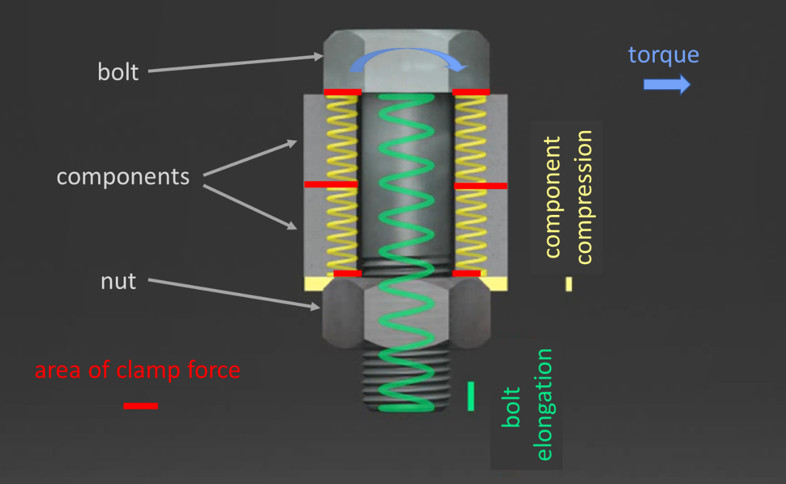
Figure 1: Schematic diagram of bolted joint
High-strength bolts are usually used for this purpose. Their special feature is that, when appropriately tightened, they behave like tension springs under load. They want to contract again and return to their original state. If there are components between them, they are compressed. Depending on the preload force, which is often applied to the bolt via torque, the components are compressed to a greater or lesser extent, resulting in clamp force between the components and the bolt head/nut.
Verification of assembly specifications and adjustment of tightening tools
Now you still have to prove that the assembly torque applied really led to the desired goal. “But that’s what I’ve ensured with the torque of my tools – that must be enough,” some may reply. However, as can be seen from the previous remarks, torque is really only an auxiliary variable for what is really to be achieved, not to say a crutch. To prove this, here are some striking examples. In the case of a thread galling, one would probably be able to achieve the target torque during assembly without further control, but would one also be able to achieve the necessary preload? Another example: Whether I apply 50 N∙m repeatedly ratcheting with a hand wrench or with a high-speed tightening system at well over 1000 rpm makes a significant difference. The measured or at least indicated torque of the tools may be identical, but the clamp force achieved, especially after the first signs of settling/relaxation have subsided, in the component certainly is not. On the subject of speed, its influence on friction also comes into play immediately. Friction is one of the biggest influences on torque tightening to achieve clamp force.
Due to the nature of torque assembly, as an “indirect” process so to speak, calculation/design standards (e.g. VDI 2230-1, section 1 and 5.4.3.2), as well as experienced bolting technology practitioners, recommend verifying any calculation results by joint analysis. These tests should, as far as possible, be carried out on real or series components, under the anticipated conditions of production. The expected production conditions include, for example, the type of tightening tool and its settings, as well as assembly aids (e.g. the specific sockets). The aim of these basic tests is to determine whether the installed torque has actually resulted in the desired pre-tensioning force, or clamp force.
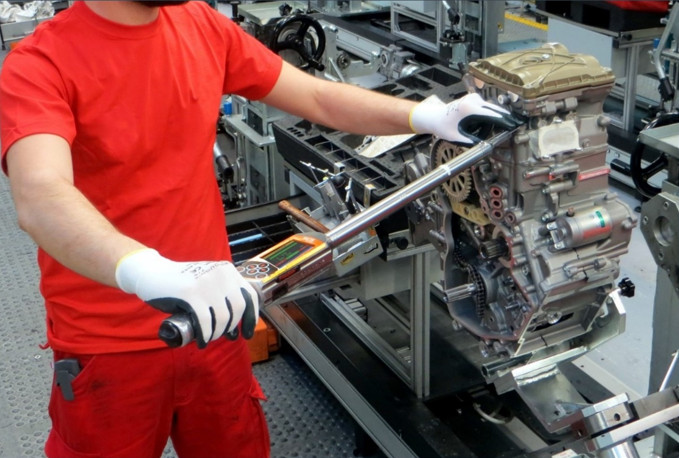
Figure 2: Measurement of a torque/angle traces on a series component
If this probably cannot be determined for the service life in the first step, then at least once for the time after assembly and after the most significant settling effects have subsided (see Fig. 2). The clearest information is obtained, for example, by force measurements or length comparison measurements on the bolts (e.g. by ultrasound, conventional length measurement, light wave measurement). However, these methods are not always used – whether directly for assembly or subsequently for inspection – because they are not always suitable for series production, or because they are relatively costly, or they require a high degree of technical application expertise.
However, there are other methods to determine whether one’s assembly specification actually lands within the range of the desired yield stress utilization. One can turn the bolt to failure while continuously measuring the torque and angle. This is possible either starting from the unassembled bolt up to failure or from the bolt already assembled to the target torque via the residual/static torque to the yield point range, if necessary to failure (Figure 4). Optimally, this is done while simultaneously measuring the preload or clamp force (Figure 3). Challenges of batch variations have to be taken into account, as with all other industrial analyses, accordingly by the sample selection number or by mathematical / statistical procedures. Here, the VDI 2230 part 3, which is currently being worked on, will probably provide corresponding assistance from 2023.

Figure 3: left: Example torque-time + clamp force – trace for verification of calculation results of assembly specifications at torque tightening. Right: Hand-held measuring system for torque/angle + clamp force – measuring wrench with wirelessly connected load cell.
Once this first hurdle has been successfully overcome, the next one is the verification of the settling amounts assumed for the design. A very pragmatic approach, which is therefore also explicitly mentioned in VDI 2230 section 5.4.3.2 for torque-controlled tightening, is the measurement of residual/static torques. This means that the bolted joint, assembled under stable and secured conditions, is further rotated by a few degrees and this torque-rotation angle trace is analyzed accordingly. As already mentioned, the focus here is on torque, which is measured directly at the transition from static to dynamic friction.

Figure 4: A torque/angle measurement trace from a series of measurements with evaluation of the onward torque to the yield point as verification of the tightening procedure or setting of the tightening tool. In the present case, the further torque is at approx. 65% of the torque range in the yield point range.
This requires correspondingly capable measuring equipment and evaluation methods. Figure 5 shows the most frequently used methods. It is already clear here that some of the methods lead to different results. However, the selection of the method results from the choice of the measuring system, the behavior of the bolted joint during further rotation and other factors. Once the residual torque has been recorded, the guideline points out that these can deviate from the assembly torque by a factor. The level of the permissible factor must be determined by the engineering design department, if necessary, in cooperation with other departments such as testing, or its plausibility must be checked on the basis of empirical values. As I said, it is a matter of pragmatic estimation of assumptions on the setting effects after assembly or after exposure to operating loads.
Process capability test with residual torque
Once these early analysis have been completed as part of prototype or pre-series production, it remains to prove the long-term stability of the manufacturing process, with reference to the preload/clamp force. The measurement of residual torque traces can also be used for this purpose in the series assembly process (see Figure 5). However, other methods can also be used, or a method other than the one used for the joint analysis.
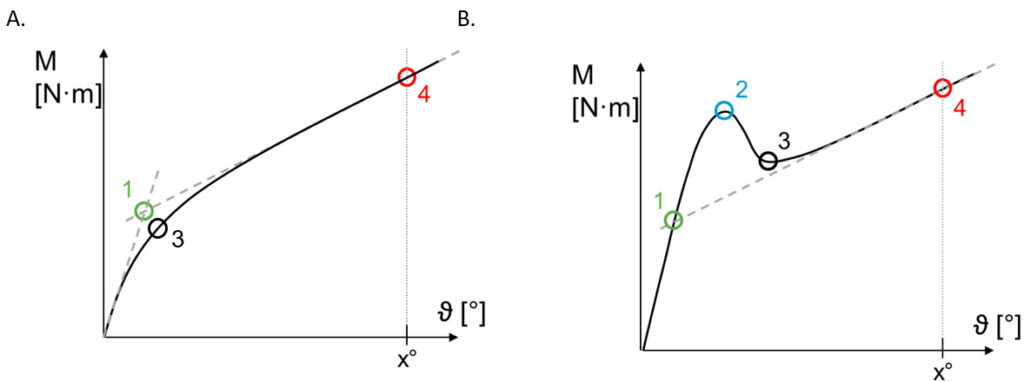
1 – intersection determination
2 – peak value at breaking loose MWH
3 – gradient change (resp. minimum after MWH)
4 – torque at angle
Figure 5: Exemplary courses of torque/angle traces after a residual torque measurement. Case B. shows the typical course for the case when the static friction is significantly higher than the sliding friction and case A. when the static friction is almost equal to the sliding friction. Both graphs show a selection of result points of different methods for evaluation according to VDI/VDE 2645, sheet 3. For the purpose of joint analysis, variants 1 and 3 are usually used.
The fact that the torque values in the range of the PCT can deviate by 20-30% depending on the selected evaluation method may be surprising at first, but it also shows the significant difference between joint analysis and PCT. The joint analysis is concerned with the specific measured value in its height. PCT is concerned with the stability of the characteristic or the measurement process over time, whereby the measured values have a proven correlation to the target variable, but do not necessarily have to reflect this exactly.
An example to illustrate this: In the case of the joint analysis, the gradient change method for determining the residual torque was determined using a correspondingly high-resolution measuring system. However, other measuring instruments with a different measuring instrument capability specification are used for monitoring series production, and the test process suitability has shown that, due to the special behavior of the bolted joint during further rotation, the test influence on the test process is lowest for the “Torque at angle” method at a further angle of rotation of 4°. In such an example, the difference between the two evaluation methods and applications could be 10-20% based on the residual torque output. However, there are also two different objectives, which are pursued in each case and therefore the difference, if documented and explained accordingly, in joint analysis and measurement system analysis (MSA) or test process capability (TPC), is also comprehensible.
Outlook: Challenges of the measurement process & proof of other joint functionalities
In the end, the choice of a joint analysis method or a PCT evaluation method depends on many factors. If you take measurement of torque and angle it is for example on the behavior of the bolted joint during the transition from static to dynamic friction during further rotation, on the algorithms and their measurement uncertainty, which are used in the test key or by the evaluation software, and much more. In order to be able to evaluate all factors, exactly this MSA or TPC is needed, as described in ISO 9000, among others, as in all industrial measurement processes. The VDA Volume 5.2, which is currently being revised, in combination with the forthcoming VDI/VDE 2645-1, will help you to understand the interrelationships and international requirements and to implement them in a targeted manner.
What must not be forgotten is that generating clamp force is only one of several functions of a bolted joint. There are also other functions that need to be realized instead of or in addition to the clamp force, such as tightness, current flow, safety against loosening, holding a position, etc.. Depending on how important these functions are, regular proof of their achievement must also be provided and documented during production or afterwards. For this purpose, methods other than those mentioned above must be used, combined if necessary. These methods include e.g. minimum torque testing for locking devices, measurement of contact resistance or use of thermographic imaging systems for current-carrying bolting systems and many more. Do you have such or similar challenge and would like support or would you just like to examine your existing processes with a view to the current state of science and technology (product liability)? Ask to your tightening expert to get a consultation.
And finally – an absolute prerequisite for the analysis of bolted joints is the appropriate qualification of the personnel performing the analysis. Otherwise, the joint analysis quickly falls into the realm of coffee ground reading, which can lead to dangerous misjudgments in an extreme. Even when using appropriate service providers in this area, one should always ask to see and critically examine appropriate proof of the qualification and experience of the personnel performing the analysis.
