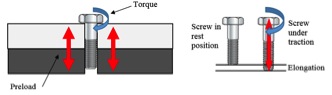
Tighten a joint is an operation less trivial than you might think. Tighten a screw at the rated torque is not itself a guarantee of a proper tightening stable over time. The force that holds together the two parts is the preload within the joint. The preload does lengthen the screw, and is the only force that prevents the joint to unscrewing:
Behind an apparently optimal tightening, there are several issues that could lead to loosening or breakage of the joint:
- Misalignment between the screw and joint
- Excessive friction
- Hole clogged
- Excessive relaxation of the joint
- Joint bolted to the wrong torque
- Wrong screw
- Operator error
- Problem with the screwdriver or wrench used for tightening
How is it possible to ensure the quality of tightenings along a production line?
To tighten a coupling is necessary to:
- Know the torque / angle characteristic of the joint
- Studying the joint mechanics
- Use a screwdriver or a wrench providing a correct tightening strategy
- Implement a quality control system, checking the quality of tightening at the end of the assembly process
In addition, in the critical tightenings along the production lines the tightening must be “certified”. The tightening operation must be executed by an instrument calibrated, and tightening parameters must be tracked, associated with the production part and stored in a database.
TIGHTENING WITH A CLICK WRENCH
Tighten joint with a click wrench is the least accurate and most dangerous method.
The click wrench does not provide a reading of the torque, and the final torque is influenced by the use of the click wrench by the operator. The risk of overtorque is particularly high, and it is impossible to ensure the repeatability of the operation.

Finally, the torque value applied can be altered by a incorrect handling by the operator:

TIGHTENING WITHOUT TORQUE CONTROL
Tighten joint with a screwdriver without torque control (electric screwdrivers, hydraulic or pulses), the torque is more repeatable than using a click wrench. The tightening is no longer influenced by the operator, and the precision of the torque value applied depends on the repeatability of the tool.
This system still provides no evidence that the tightening has been successful or not.
TIGHTENING WITH CONTROLLED TORQUE
Using a tool (electronic torque wrench or screwdriver with torque control) which measures the torque is a first step towards a correct and “certified” tightening operation.
The operator reads the torque applied to the joint and immediately realizes if tightening is properly terminated.

Applying the desired torque value is necessary but not sufficient to ensure that the joint is free from problems. In the example shown below, the desired torque value is reached, but the junction is not clamped in any way as the screw seals in the thread:

TIGHTENING WITH CONTROLLED TORQUE AND ANGLE
If during the operation of tightening torque is applied also monitoring the angle of rotation, we can ensure the quality tightening quality as the screw was tightened and elongated correctly.
Adding the parameter of angle at the tightening narrows the zone of acceptance, eliminating problems such as the one shown in the previous example:

A screw properly elongated generates the preload that holds the joint.
To achieve a tightening with torque control and angle is required an electronic torque wrench equipped with a gyroscope, or an electronic screwdriver with torque control and angle.
These tools are typically able to export and transfer torque values to a database for data traceability.
TIGHTENING IN TORQUE PLUS ANGLE
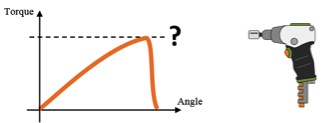
In some applications (for example critical tightenings in the cars assembly), you want the guarantee that the tightening has exceeded the yield point of the screw. To support that, the torque/angle characteristic must have sufficient area beyond the yield point, to avoid breakage. Dedicated screws are used, with a mechanical design that allow a greater elongation of the screw itself.
This tightening strategy expected to reach a certain value of torque, then to continue monitoring the rotation of the screw until the desired value.

To achieve a tightening torque plus angle, the electronic torque wrench or screwdriver must be equipped with this specific strategy.
TIGHTENING TO YIELD
In general, the tightening target torque is set below the yield point. Some tightenings (for example critical tightenings in the cars assembly) are carried out exactly at the yield point. This tightening strategy gives the maximum the spring effect of the screw by providing a larger preload in the junction, and a lower risk of unscrewing. The coupling must be designed to work in these conditions.

To achieve a tightening to the yield point, the electronic torque wrench or the screwdriver must be equipped with an algorithm for automatic recognition of the yield point.
RESIDUAL TORQUE CHECK
Tighten a junction properly is a mandatory step in a production process.
Regardless of the tightening strategy, there is one last step that needs to be done for a complete quality control on a production line: the measurement of residual torque.
Choosing the correct tightening strategy ensures that the joint has been screwed to specification, but what happens at the junction after the tightening has been completed remains unknown.
How much of the preload applied is still inside the junction after the production process?