
Reference to the current standard, which will be updated by version 2017-Part 1
CAMPO DE APLICAÇÃO
Calibração estática de ferramentas de torque manual usados para aperto controlado
Os padrões aplicados as ferramentas de torque listados abaixo, em particular para chaves com indicador de discagem e chaves de estalo
Classificação
a) Tipo I: ferramentas de torque indicativas (ver Anexo A)
– Classe A: Chave, torção ou barra de flexão
– Classe B: Chave, carcaça rígida, com escala, disco ou display
– Classe C: Chave, carcaça rígida e medição eletrônica
– Classe D: Chave de fenda, com escala, discagem ou display
– Classe E: Chave de fenda, com medição eletrônica
b) Tipo II: Configurando ferramentas de torque (ver Anexo B)
– Classe A: Chave, ajustável, graduada ou com display
– Classe B: Chave, ajuste fixado
– Classe C: Chave, ajustável, não-graduada
– Classe D: Chave de fenda, ajustável, graduada ou com display
– Classe E: Chave de fenda, ajuste fixado
– Classe F: Chave de fenda, ajustável, não-graduada
– Classe G: Chave, barra de flexão, ajustável, graduada
Pré-requisitos
• A incerteza de medição do dispositivo de calibração deve ser menor que ± 1% da leitura.
• Ferramentas de torque do tipo I devem ser carregadas no dispositivo de calibração com força crescente até que a ferramenta indique seu valor de torque
• Ferramentas de configuração de torque devem ser carregadas no dispositivo de calibração com força crescente até aproximadamente 80% de seu valor de torque especificado. Do valor de 80% até o valor de torque final, a carga deve ser aplicada lenta e igualmente em um período de 0.5s até 4s.
Orientação do dispositivo de calibração
• Informações de orientação dependendo do eixo de calibração
Antes da calibração, deve ser assegurado que:
• Para ferramentas de discagem indicativas, Tipo I: uma pré-carga até o valor máximo na direção de operação a ser testada foi realizada com prioridade de testar e após a carga for liberada, o indicador ou indicação eletrônica for configurada para “0”. Para testes em qualquer direção de operação, esse procedimento deve ser repetido
• Para ferramentas de torque configurado Tipo II: cinco cargas são realizadas e liberadas sem medição no valor máximo (capacidade nominal da ferramenta) na direção de operação priorizada nos testes. Para testes em outra direção de operação, este procedimento deve ser repetido
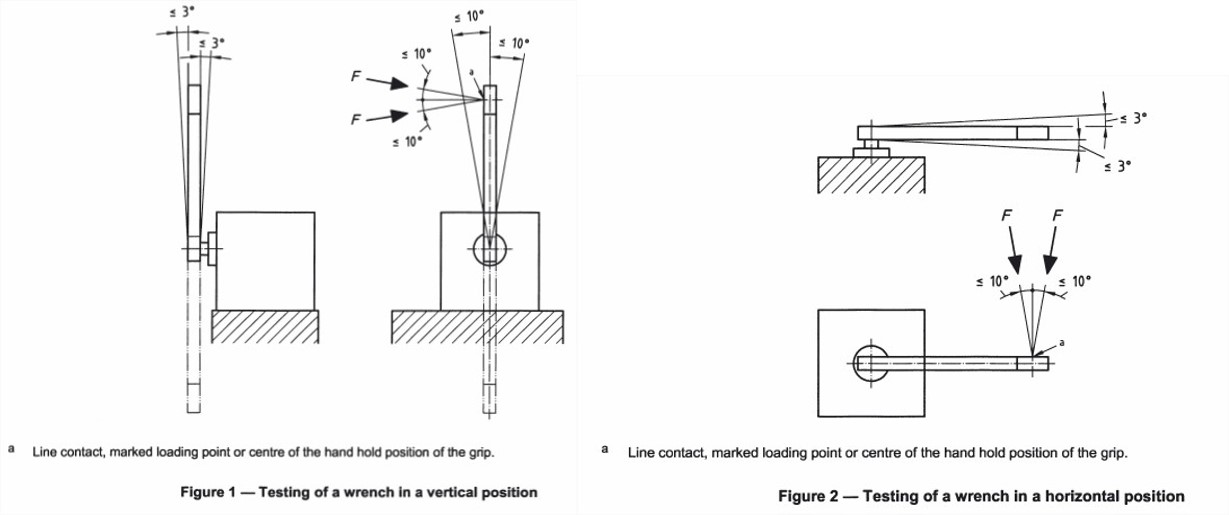
• A força de carga é aplicada ou no centro do punho ou na linda indicando o ponto de aplicação da carga
• Para chave de fenda de torque ou torquímetros com punho T, a força é aplicada com limites mostrados na figura a seguir:

Sequência de calibração
As ferramentas de torque devem ser testadas primeiramente em 20% depois 60% e 100% do valor máximo de torque (ou no valor nominal/configurado para ferramentas do Tipo II, Classe B e E).
Se a marca de escala de 20% do valor máximo de torque não é indicada na ferramenta, o desvio permitido deve ser determinado pela próxima menor marca de escala.
Em toda direção de operação, o número de medições deve ser como a seguir:
– Tipo I, todas as classes 5 vezes seguidas, para cada ponto de medição;
– Tipo II, classes A, D e G 5 vezes seguidas, para cada ponto de medição;
– Tipo II, classes B e E 5 vezes no valor nominal/configurado;
– Tipo II, classe C e F 10 vezes em seguida, para cada ponto de medição;
Todas as leituras devem estar no intervalo máximo de tolerância dado pela tabela a seguir e devem ser gravados
Desvios permissíveis
• Tipo I:
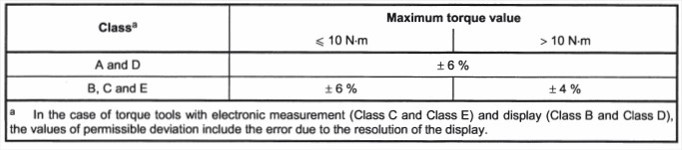
• Tipo II, classes A, B, D, E, G
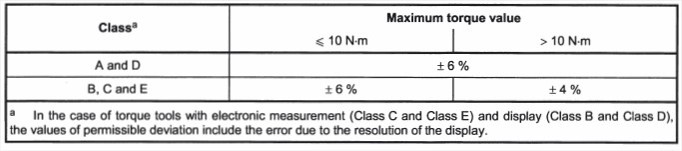
• Tipo II, classes C and F

Avaliação de Desvios
• As avaliações de desvios devem ser feitos de acordo com a seguinte formula:
 onde:
onde:
• As(%) é o calculo de desvio da ferramenta de torque;
• xa é o valor indicado na ferramenta de torque;
• xr é o valor de referência (determinado pelo dispositivo de calibração)
Marcação
Ferramentas de torque manual devem ser marcadas, legível e permanentemente, pelo menos com as seguintes informações:
a) O valor máximo de torque;
b) A unidade de medição;
c) A direção de operação (para ferramentas capazes de operar em apenas uma direção);
d) O nome ou marca do manufaturador (ou fornecedor responsável);
e) Quando acompanhado por um certificado de calibração, a ferramenta de torque de ter um número de série ou de identificação. Se necessário, um número de identificação deve ser atribuído pelo laboratório de calibração.
Período de validade
• Se o usuário não utilizar um procedimento de controle, um período de 12 meses ou aproximadamente 5000 ciclos devem ser usados como um valor atribuído para o intervalo de recalibração
• Para a primeira recalibração o período de validade começa com o primeiro uso do torquímetro pelo usuário.
• O torquímetro deve ser recalibrado:
– Se tiver passado por uma sobrecarga maior que o aplicado durante o teste de carga excessiva
– Após uma manutenção corretiva; ou
– Após operação inapropriada que possa ter influência nas propriedades meteorológicas ou incerteza de medição
• O novo padrão ISSO 6789:2013, que substituirá a edição anterior 2003, está em duas partes:

– Parte I do novo padrão segue o anterior e se refere a declaração de conformidade com os métodos e limites atuais
– Parte II do novo padrão, enquanto mantendo os pontos de verificação em 20 – 60 – 100% da capacidade, define os métodos a serem usados para calcular a incerteza de um torquímetro, seguindo as equações adotadas pela DIN-DKD, porém com números altos de testes.
