

Campo de aplicação
Calibração estática de transdutores ambos para aplicações gerais e “padrão de transferência”
O procedimento para classificar transdutores é descrita
Não apropriada para calibrar torquímetros
Os números abaixam identificam os parágrafos do padrão
4. Características do transdutor
Todos os componentes do instrumento, incluindo cabo, devem ser identificados (manufaturador, tipo, 4 ou 6 cabos, número de série, etc.)
O lado de medição deve ser indicado (lado de aplicação de torque) se importante. Neste caso, por exemplo, com transdutores rotativos, dependendo da presença de anéis deslizantes
O transdutor e suas partes de montagem não devem ser introduzidas com forças cruzadas ou momentos de dobra
5.1 Calibração de transdutores
Calibração = Aplicação de torques conhecidos ao transdutor e armazenar os dados fornecidos.
Pode-se trocar a unidade se a incerteza adicional devido a mudança for menor que 1/3 da incerteza relativa do resultado de calibração (SCS leva em consideração o balanço de incerteza)
Componentes e adaptadores devem suporta 1.5 vezes o torque transmitido máximo
No torque máximo a variação de tamanho do dispositivo de medição e adaptadores deve ser menor que 1mm
Antes da calibração o transdutor e adaptadores devem ser carregados pelo menos 4 vezes com sobrecarga de 8 a 12% do torque nominal por 1 até 1.5 minutos (para segurança e evitar danos durante a calibração)
5.2 Resolução do dispositivo de indicação
A resolução r é o incremento do último número ativo, provido de que a flutuação máxima é 1 incremento quando o dispositivo estiver descarregado
Se a indicação mudar mais do que 1 incremento, a resolução é metade da flutuação + 1 dígito
O valor mínimo do alcance de medição é definido de acordo com a classe na tabela que segue (critério de classificação)
5.3 Preparação de calibração
Todos os ajustes, se houver, devem ser gravados
Medições devem ser feitas após estabilização de temperatura
O sinal zero deve ser gravado antes e após a calibração com torque descarregado na posição vertical
Aplicar o torque no lado definido pelo manufaturador
Indicação positiva para sentido horário de torque
5.4 Procedimento de calibração
Calibração no sentido horário ou anti-horário nas etapas especificadas (normalmente 5 etapas no alcance de medição)
Definimos um tempo de espera de 10 segundos em cada etapa, o mais constante o possível
Pré-carga do torque nominal deve ser realizada 3 vezes no primeiro ciclo da direção de calibração e uma vez a cada mudança na posição de montagem
Após cada pré-carga (curto tempo) aguarde a estabilização do zero (máx. 3 minutos) e grave o valor
Após a última pré-carga na primeira posição de montagem, gravar o rastejo por 3 minutos
Preferencialmente a calibração deve ser feita em 3 posições em 120 graus
Para transdutores com acomplamento quadrado, posições de 4×90 graus são utilizadas
Para classes 1, 2 e 5 é possível apenas uma rotação em 90 ou 120 graus
O número de medições depende na classe do transdutor, como mostrado na tabela
Número de medições requeridas

O mínimo de estágios de torque (em adição ao estágio zero) deve ser como o a seguir para cada direção:
– classes 0.05 e 0.1 = 8 (distribuído adequadamente pelo alcance de medição)
Nota: por exemplo, nas etapas 10, 20, 30, 40, 50, 60, 80 e 100% ME ou 2, 5, 10, 20, 40, 60, 80 e 100% ME
– classes 0,2 e 0,5 = 5 (20, 40, 60, 80 e 100 % ME)
– classes 1 até 5 = 3 (20, 60 e 100% ME) (Procedimento SCS para classes 1:5 etapas)
O valor mínimo do alcance de medição deve ser um dos valores de calibração
UM TRANSDUTOR PODE SER CALIBRADO SEPARARADAMENTE PARA DIVERSOS ALCANCES DE MEDIÇÃO DE TORQUE
Sequência de calibração para classe 1

O ambiente deve estar entre 18 e 28 graus Celsius (preferencialmente 22 graus Celsius) e estável com ± 1 K.
O intervalo entre duas etapas de carga deve ser igual, especialmente na presença de rastejo
A indicação antes da medição deve ser zerada ou levada em consideração no cálculo
Para instrumentos com escala definida (N.m) a indicação deve ser zerada no início de cada série de medições
5.4.7 Avaliação do transdutor
Caso I: apenas séries crescentes
O resultado de calibração para cada torque como a média sobre as diferentes posições de montagem dos valores mostrados pela série crescente, corrigida pelo ponto zero. As funções de suavização cúbica e linear são calculadas usando o ponto de origem e o erro de interpolação é determinado
Histerese não participa da classificação e não contribui para o padrão de incerteza de medição, enquanto o erro de interpolação é considerado
Caso II: séries crescentes e decrescentes
O resultado de calibração é calculado para cada torque como a média sobre as diferentes posições de montagem dos valores demonstrados pelas séries crescentes e decrescentes, corrigidas pelo ponto zero. A função linear de suavização é calculada usando o ponto de origem e o erro de interpolação é determinado
No caso de instrumentos com escala fixa (N.m) o erro de interpolação é substituído pelo erro de indicação
Erro de reversibilidade (histerese) e íon de interpolação (ou erro de indicação) são levados em consideração para classificação e contribuição o erro de incerteza relativo
Resultado de calibração
Caso I: apenas séries crescentes
O resultado de calibração Y(Mk) é calculado para cada torque de calibração como a média sobre as diferentes posições de montagem dos valores mostrados pelas séries crescentes, corrigidas pelo ponto zero
Caso II: séries decrescentes e crescentes
O resultado de calibração Yh(Mk) é calculado para cada torque de calibração como a média de diferentes posições de montagem dos valores mostrados em séries crescentes e decrescentes, corrigidas pelo ponto 0
Nota: para a posição 0 graus na segunda série crescente (classes 0.05 até 0.5) não estão incluídos do cálculo de resultado de calibração
Reprodutibilidade b (MK) e repetibilidade b’(MK)
A reprodutibilidade b(MK) é calculada para cada torque como o erro de repetibilidade dos valores mostrados das séries crescentes reduzidas pelo ponto zero em diferentes posições de montagem
A repetibilidade b’(MK) é calculada para cada torque de calibração como a quantidade de erro de repetibilidade dos valores mostrados nas séries crescentes reduzidas pelo ponto zero na mesma posição de montagem
Erro relativo do sinal zero f0
O valor zero deve ser gravado prioritariamente para cada série crescente e após cada série decrescente
O valor zero deve ser lido aproximadamente 30s após completar a descarga
O erro f0 é calculado como o valor máximo absoluto da diferença entre as duas leituras em todas as posições de montagem
Reversibilidade (histerese) h(MK)
O erro de reversibilidade h(MK) é determinado para cada torque de calibração como o valor máximo absoluto da diferença entre as indicações das séries crescentes e decrescentes para cada etapa de torque
Erro de interpolação fa(MK)
O erro de interpolação fa(MK) é determinado pela ajuda da função de suavização correndo pelo ponto de origem no alcance de medição:
Caso I: Terceiro grau – cúbico (não aplicado nas classes 1 a 5, primeiro grau aplicado)
Caso II: Primeiro grau de equação – linear
O erro de interpolação é calculado para cada etapa de calibração como a diferença do resultado* e o valor associado a função de suavização. A equação usada deve ser indicada no certificado de calibração.
*Resultado de calibração: sem histerese Yh(MK), com histerese Y(MK)
Erro de indicação fq(MK)
O desvio de indicação fq(MK) é determinada apenas pelo instrumento de torque que mostra o resultado diretamente na unidade e uma adaptação eletrônica de indicação da função de interpolação do resultado de calibração não é possível
Isto representa a diferença entre o resultado de calibração e o torque de referência aplicado
Rastejo de tempo curto
Rastejo de tempo curto é uma boa indicação da qualidade do transdutor (quanto maior o valor, menor a qualidade)
Na primeira posição de montagem é a diferença entre o ponto zero antes da primeira série de medição (após 3 minutos de aguardo) e o ponto zero imediatamente após a descarga da terceira pré-carga dividiva pelo resultado de calibração no valor mais alto do alcance
Princípio de classificação
O alcance de medição para qual certa classe é designada para o transdutor compreende todos os torques de calibração para qual o critério de classificação correspondente é preenchido – do limite mais alto do alcance de medição até o valor mais baixo de torque
Para a classificação o valor mínimo no alcance de medição deve ser:
- ≤ 20% do ME para classe 0.2 a 5
- ≤ 40% do ME para classes 0.05 a 0.1
Critério de classificação
Para propósitos de classificação, as quantidades absolutas determinadas em 5.4.7 são convertidas em relativas de acordo com a próxima tabela. O seguintes critérios devem ser levados em consideração:
– Reprodutibilidade relativa;
– Repetibilidade relativa;
– Variação de zero relativa;
– Erro de reversibilidade relativa (Caso II apenas);
– Indicação relativa ou desvio de interpolação;
– Resolução da unidade de display no menor limite do alcance de medição
Critério de classificação para dispositivos de medição

Certificado de calibração
Nós iremos analisar mais tarde em detalhes o certificado de calibração, que deve conter as pelo menos as seguintes afirmações:
- Identificar todos os elementos do dispositivo de calibração de torquímetro e partes de introdução de transferência de torque padrão
- Informação a respeito de torque de direita ou esquerda, assim como tamanho do braço de alavanca
- Temperatura do ambiente em que a calibração foi realizada
- Data de calibração
- Referência deste padrão
- Resultado de classificação com indicação do alcance de medição associado;
- Resultado de calibração (médias dos valores mostrados nas diferentes posições de montagem para Caso I e II) começando a incerteza relativa de medição para o resultado de calibração interpolada ou o intervalo de incerteza relativo, e.g. determinado com base no Anexo C, e, se aplicável, a equação de interpolação associada assim como os métodos de determinação correspondentes
- Tempo curto de rastejo
- Em adição o certificado de calibração deve conter;
- A tabela dos valores de medição e valores calculados de acordo com 5.4.7;
- Representação gráfica dos desvios dos valores demonstrados da função cúbica (Caso I) ou linear (Caso II) interpolar;
- Representação gráfica da incerteza de medição relativa para o resultado de calibração interpolada ou intervalo de incerteza relativo – determinado, e.g., com base no Anexo C – como função dos torques de calibração;
- Um diagrama de carga representando o curso de tempo requerido das mudanças de torque e na duração de tempo em que o torque foi aplicado constantemente na instalação de calibração com resolução de aproximadamente 10 segundos.
Período de Validade
O período máximo de validade do certificado não deve exceder 26 meses, mas frequência anual é geralmente recomendado, especialmente se houver requisitos de rastreabilidade em particular ou requerimentos de assegurar qualidade.
O transdutor deve ser recalibrado:
– Se tiver sofrido uma sobrecarga maior que o aplicado no teste de sobrecarga
– Após manutenção corretiva
– Após uma operação imprópria que pode ter influência nas propriedades meteorológicas ou na incerteza de medição
Cálculo de incerteza relativa (de acordo com DIN 51309)
Caso IA: classes 0.05 até 0.5 com função de suavização cúbica![]()
Caso IB: com função de suavização linear
Classes 0,05 a 0,5

Classes 1 a 5
Caso IIA: apenas função linear – escala desconhecida
Classes 0,05 a 0,5

Classes 1 a 5

Caso IIB: apenas função linear – escala definida
Classes 0,05 a 0,5

Classes 1 a 5

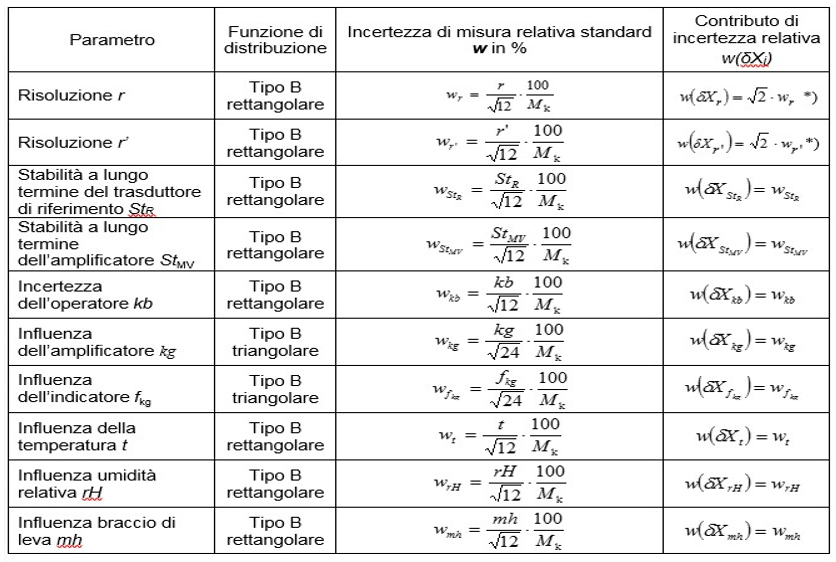
Referência de incerteza
Esta única fórmula é considerada com contribuições como demonstrado na tabela:

Certificado de calibração
Página 1: Capa
A primeira página está em conformidade com o modelo ACCREDIA: em adição ao logo Accredia, há também o logo SCS. Estes logos são mostrados em cada página do certificado de calibração. A página contém a identificação do cliente e informação sobre o pedido, informação do instrumento a ser calibrado (tipo, modelo e número de série), data da nota fiscal do instrumento e data de calibração, informação logísticas do laboratório e assinatura autorizada (o Head of the Centre ou o Substitute).

Página 2: Informações
Na segunda página, em acordo com o modelo ACCREDIA, as seguintes informações são fornecidas:
– o padrão de referência
– os detalhes de identificação do Laboratório e sua rastreabilidade (certificado de calibração e incertezas)
– identificação e características do amplificador conectado para referência
– características dos cabos e adaptadores

Página 3: Informações
As seguintes informações são detalhadas:
Características do instrumento a ser calibrado, seu amplificador, cabos, adaptadores, sensitividade, instalação de calibração, condições ambientais, localização da calibração (em caso de calibração externa) e valor do sinal zero, antes e depois da calibração, e qualquer outra informação relacionada a calibração.

Página 4: Calibração e resultados de classificação
Nesta página estão identificados os valores de incerteza em função das curvas de interpolação:
– caso I cúbico e linear
– caso II apenas linear
Se apropriado, é indicada a incerteza para o instrumento com escala definida.
A segunda tabela providencia a classificação de acordo com a DIN 51309 conforme os parâmetros contidos na tabela 10 na próxima página.
Rastejo de tempo curto também é indicado.

Página 5: equações de interpolação e critério de classificação
Nesta página são indicados:
9. Equações de interpolação, a qual serão usadas para classificação do transdutor e para obter os valores da tabela 13 na página 7 (interpolação cúbica)
10. Valores para o critério de classificação do transdutor
A classe é determinada automaticamente, verificando que todos os parâmetros se adequam aos requerimentos do padrão.

Página 6: dados de medição
– Nesta página está a tabela onde está indicado os valores medidos como função do torque aplicado, conforme os ciclos de medição definidos.
– Nesta tabela os valores estão em N·m, mas podem ser expressados em mV/V.

Página 7: resultados em diagrama e interpolação cúbica
– O primeiro gráfico mostra o erro relativo individual nas etapas de calibração
– O segundo gráfico mostra a tendência do erro de interpolação
– A tabela de interpolação cúbica mostra os valores calculados usando as fórmulas no parágrafo 9.1 da página 5 para valores intermediários das várias etapas de medição

