CAMPO DE APLICAÇÃO
Calibração estática de torquímetros usados como “padrões de transferências” para calibrar os dispositivos de calibração dos torquímetros
Calibração de alta precisão para torquímetros
O procedimento para classificação e determinação da medida expandida é descrita incorretamente
Em particular, chaves de transferência (ou referência) são projetadas para aplicar torque por meio de uma alavanca e são insensitivos a forças cruzadas ou momentos de dobra
Os números abaixo identificam os parágrafos dos padrões
3. Características do Torquímetro
• Todos os components do instrumento, incluindo o cabo, precisam ser identificados (nome do manufaturador, tipo, 4 ou 6 fios, número de série, etc.)
• O torque nominal deve ser indicado
• A conexão entre a chave e o equipamento de calibração não deve introduzir forças cruzadas ou momentos de dobra.
• Deve ser possível modificar o ponto de aplicação do torque:
– Em chaves de transferência no alcance de torquímetros comuns (definido em DKD-R 3-8, em função do torque nominal)
– Em outros torquímetros, metade do tamanho do punho
4.1 Calibração de Torquímetro
• Calibração = Aplicar torques conhecidos no transdutor e gravando os dados fornecidos
• Posso trocar a leitura da unidade se a adição for incerta devido a troca é menor que 1/3 da incerteza relativa do resultado de calibração (SCS leva em conta o balanceio de incerteza)
• Componentes e adaptadores devem resistir 1.5 vezes o torque máximo transmitido
• Antes da calibração o torquímetro e adaptadores devem ser carregados pelo menos 4 vezes com sobrecarga de 8 a 12% do torque nominal, por 1 até 1.5 minutos (por segurança e para evitar danos durante a calibração)
4.2 Resolução do dispositivo de indicação
• A resolução r é o incremento do último número ativo providenciado que a flutuação máxima é 1 incremento quando a ferramenta está descarregada
• Se a indicação mudar mais do que 1 incremento, a resolução é metade da flutuação + 1 dígito
• O valor mínimo do alcance de medição é definido de acordo com a classe na tabela futura (critério de classificação)
• Para unidades de exibição com ponto zero ativo de supressão devem ser trocadas para determinar indicação
4.3 Preparação para calibração
• Todos os ajustes, se houverem, devem ser gravados
• Medições devem ser feitas após a estabilização de temperatura
• O signal 0 deve ser gravado antes e após a calibração com torque vertical descarregado
• Indicação positiva para torque me sentido horário
4.4 Procedimento de calibração
• Calibração no sentido horário ou anti-horário nas etapas especificadas (normalmente 5 etapas no alcance de medição)
• Definimos um tempo de espera de 10 segundos para cada etapa, tão constante quanto possível.
• Sobrecarga para torque nominal deve ser realizada 3 vezes no primeiro ciclo da direção de calibração e uma vez após cada posição de montagem
• Após cada sobrecarga (curto tempo) aguarde pela estabilização do zero (máximo 3 minutos) e grave o valor
• Após a última sobrecarga na primeira posição de montagem, grave a fluência após 3 minutos
• A calibração deve ser feita preferencialmente em 3 posições em 120°
• Para classes 1, 2 e 5 é possível apenas uma rotação em 90° ou 120°
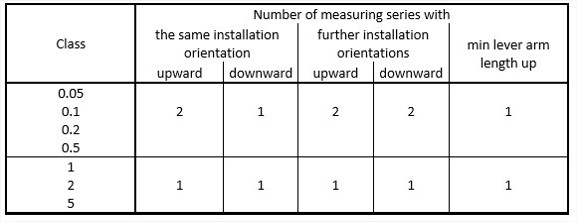
• O número de medições depende da classe do transdutor de torque, como mostra na seguinte tabela
Número de série de medições requeridas
O número mínimo de estágios de torque (em adição do estágio zero):
• Classes de 0.05 até 0.2 = 8 (distribuídos adequadamente sob o alcance de medição)
Nota: Por exemplo, nas etapas de 10, 20, 30, 40 ,50, 60, 80 e 100% ME ou
2, 5, 10, 20, 40, 60, 80 e 100 % ME
• classe 0,5 = 5 (20, 40, 60, 80 e 100 % ME)
• classes 1 até 5 = 3 (20, 60, e 100% de ME) (procedimento SCS para classe 1: 5 etapas)
O valor mínimo de alcance de medição deve ser um dos valores de calibração
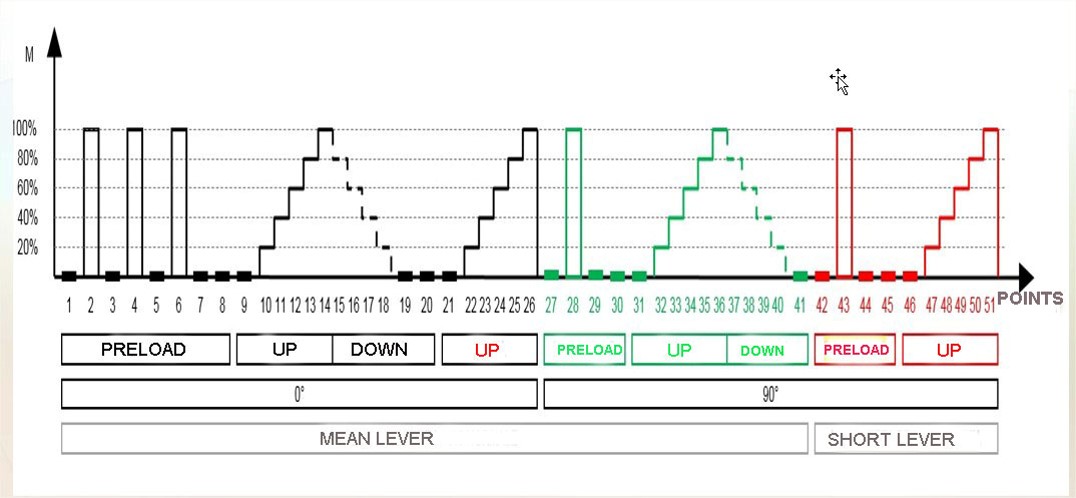
Sequência de calibração para classe 1
• A temperatura do ambiente deve estar entre 18° e 28° C (preferencialmente 22°C) e estável com ±1 1K.
• O intervalo entre duas etapas de carga devem ser iguais, especialmente na presencia de deformação
• A indicação antes da medição deve ser zerada ou levado em conta no cálculo
• Para instrumentos com escala definida (N·m) a indicação deve ser zerada no início de cada série de medições
Mudanças no tamanho do punho
(apenas para chaves de transferência)
• Para avaliar a influência do ponto de aplicação da força do punho, uma série de tamanho do braço, médio e curto braço, em função do torque nominal (apenas chaves de transferência) são providenciadas como na tabela
• Para chaves padrões, uma variação de metade do tamanho do braço é providenciada
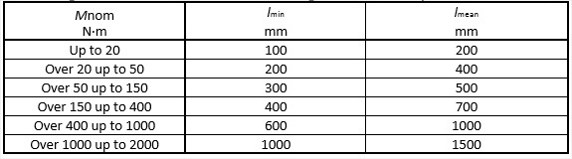
• Para torques maiores que 2000 N·m o tamanho do braço apropriado será selecionado
4.4.7 Avaliação de torquímetro
Reprodutibilidade b, repetibilidade b’ e bl
• Reprodutibilidade b é calculado para cada ponto de calibração como a diferença entre o aumento de série em diferentes posições de montagem e o tamanho do braço médio
• A repetibilidade b’ é calculada para cada ponto de calibração como a diferença entre o aumento de séries na mesma posição de montagem e tamanho de braço médio
• A repetibilidade bl é calculada para cada ponto de calibração como a diferença entre os valores da segunda série crescente do tamanho de braço médio e a série de valores de braço curto
Erro de interpolação fa
• O erro de interpolação fa é determinado com a ajuda de uma função suavizada calculada pela origem do ponto e em função dos pontos de calibração usados por meios de equação de primeiro ou terceiro grau
• O erro de interpolação é calculado para cada etapa de calibração como a diferença entre o resultado e o valor associado a função de suavização
• Para torquímetros com escala definida (como torquímetros SCS), o display de desvio fq é determinado
Erro relativo do signal de zero f0
• O valor zero deve ser gravado prioritariamente para cada série crescente e após cada série decrescente
• O valor zero deve ser lido aproximadamente 30 s após completar a descarga
• O erro zero f0 é calculado como o valor máximo absoluto da diferencia entre duas leituras de todas as posições de montagem
Reversibilidade (histerese) h
• O erro de reversibilidade h(MK) é determinado para cada calibração de torque como o valor máximo dos valores absolutos da diferencia entre as indicações de séries crescentes e decrescentes para cada etapa de torque
Resultado de Calibração X
• O valor estimado para cada valor de torque representa o valor médio dos resultados das séries crescentes de medição de torque com tamanho médio do braço
Indicação de erro fq
• A indicação de desvio fq é determinada apenas para instrumentos de torque cujo resultado é mostrado diretamente na unidade de torque e para cada, uma adaptação eletrônica da indicação da função de interpolação dos resultados de calibração não é possível.
• Representa a diferencia entre o valor médio das séries crescentes nas diferentes posições de montagem e o torque referencial aplicado
Princípio de classificação
O alcance de medição para cada classe é designada para torquímetros compreende toda calibração de torque para cada critério de classificação correspondente atingido – do maior limite de alcance de medição para o menor torque de calibração.
Para a classificação, o valor mínimo do alcance de medição deve ser:
• ≤ 20% do ME para classes de 0.2 até 5
Critério de classificação
Para o propósito de classificação, as quantidades absolutas são convertidas em quantidades relativas de acordo com a próxima tabela. O critério a seguir devem ser levadas em consideração:
• Alcance com a mesma orientação de instalação
• Alcance com orientações de instalação diferentes
• Desvio de interpolação ou indicação de desvio
• Ponto zero de desvio e
• Alcance de reversibilidade
Critério de classificação para torquímetross
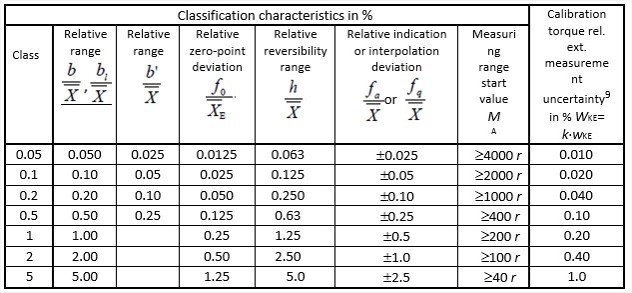
Nossa planilha checa automaticamente todos os valores para determinar a classe do torquímetro
Certificado de calibração
Iremos analisar mais tarde em detalhes o certificado de calibração, que deve pelo menos conter as seguintes informações:
• candidato
• identificação de todos os elementos do torquímetro e introdução de partes de toque, assim como a designação do dispositivo de calibração
• informação em relação a torque em esquerda e direita, assim como o tamanho do braço
• resultado de classificação com listagem do alcance de medição associada e a incerteza de medição de acordo com Apêndice B
• estimar (valores médios das medições da série crescente) e a função de balanço
• temperatura ambiente em que a calibração foi realizada.
• data de calibração
• informação para identificar o laboratório de calibração
• referência para esta diretiva
O certificado de calibração deve incluir adicionalmente:
• tabela dos valores medidos e as características calculadas de acordo com o item 4.4.7 e uma representação gráfica da curva.
Para torquímetros com escala definida (como SCS), é possível declarar a conformidade com os parâmetros requeridos por uma classe; para outros torquímetros, é possível apenas indicar a equação da curva de interpolação em adição.
Período de validade
O valor máximo de valide do certificado não deve exceder 26 meses, mas frequência anual é recomendada, especialmente se houver requisitos de rastreabilidade particulares ou regulamentos de garantia requeridos por qualidade.
O torquímetro deve ser recalibrado:
• se sofreu uma sobrecarga maior do que o aplicado no teste de sobrecarga
• após manutenção preventiva
• após operação imprópria que pode ter influência das propriedades meteorológicas ou incerteza de medição
Orçamento de incerteza de medição (de acordo com DKD-R 3-7)
O padrão de incerteza de medição w correlatado para o torque M é dada por:
 onde:
onde:
![]()
wKE é a incerteza do sistema de calibração e também as varias influências de participação de ∂M:
. ∂M1 influência de resolução r do display da unidade do objeto de calibração
. ∂M2 influência da repetibilidade b’
. ∂M3 influência de reprodutibilidade b
. ∂M4 influência da reversibilidade alcance h
. ∂M5 influência do retorno a 0 f0
. ∂M6 influência da força de introdução de condição bl
. ∂M7 influência da indicação ou desvio de interpolação fq ou fa respectivamente
. ∂M8 influência da incerteza de medição UKE do dispositivo de calibração de torque, incluindo a porção para estabilidade a longo prazo do dispositivo de calibração de torque
• Para escala indefinida e uso de equação linear ou para escala definida a incerteza expandida do alcance W’ leva em consideração o desvio de interpolação fa ou display fq como segue:
![]() Para escala indefinida e uso de equação linear
Para escala indefinida e uso de equação linear
![]() Para escala definida
Para escala definida
Os cálculos são automaticamente realizados na planilha e os resultados são dados na página 4 do certificado de calibração (Tabela 8.1)
Funções de distribuição
DKD-R 3-7 contém a tabela para calcular o desvio relativo padrão das diferentes influencias que contribuem para a incerteza calculada:
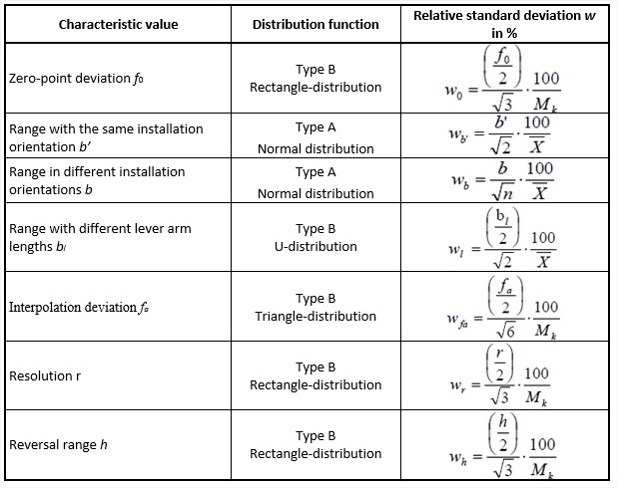
Na nossa planilha os cálculos são desenvolvidos como o indicado no padrão
Referência de incerteza
Esta formula é considerada com contribuições como mostra a tabela:


Estes cálculos são processados na planilha e o resultado é levado em consideração no cálculo da incerteza de calibração de um transdutor de torque
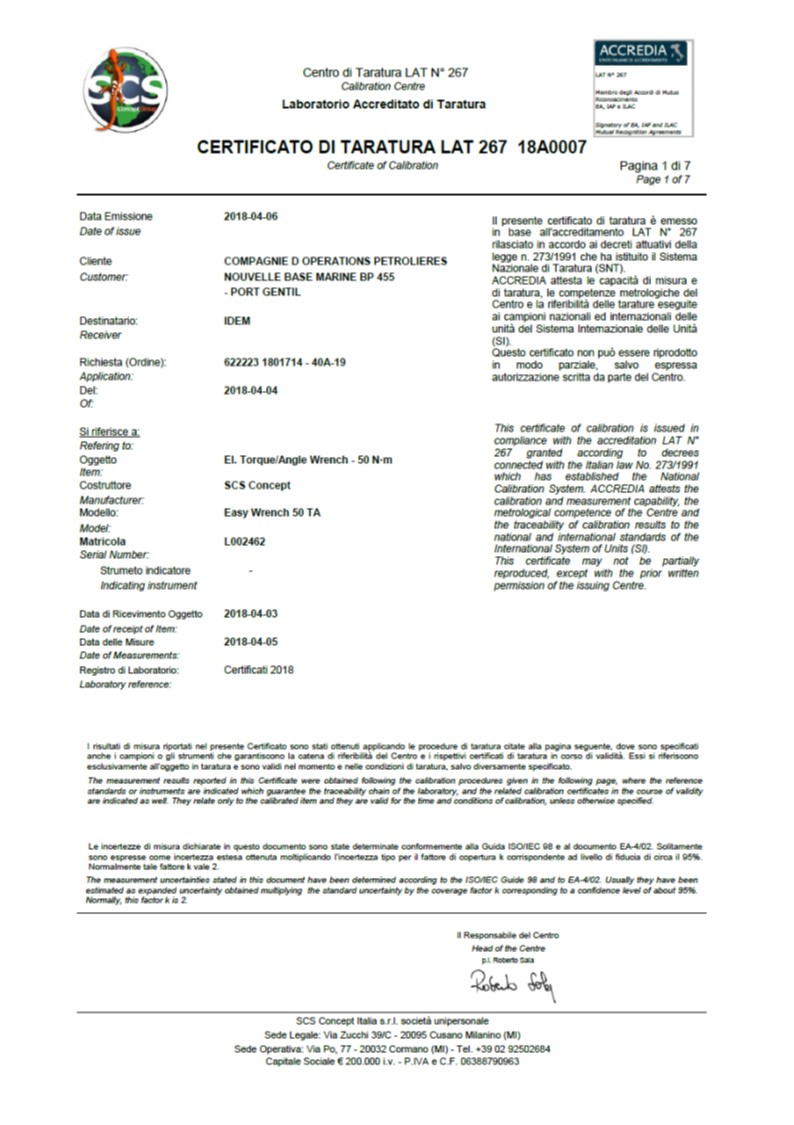
CERTIFICADO DE CALIBRAÇÃO
Página 1: capa
A primeira página está em conformidade com o modelo ACCREDIA: em adição do logo ACCREDIA, contém o logo SCS. Estes logos são demonstrados em cada página do certificado de calibração. A página contém identificação do cliente e informações sobre o pedido, informação sobre os instrumentos a serem calibrados (tipo, modelo e número de série), data da nota e data de calibração, informação logística do laboratório e assinatura autorizada (a Head of the Centre ou o Substitute).
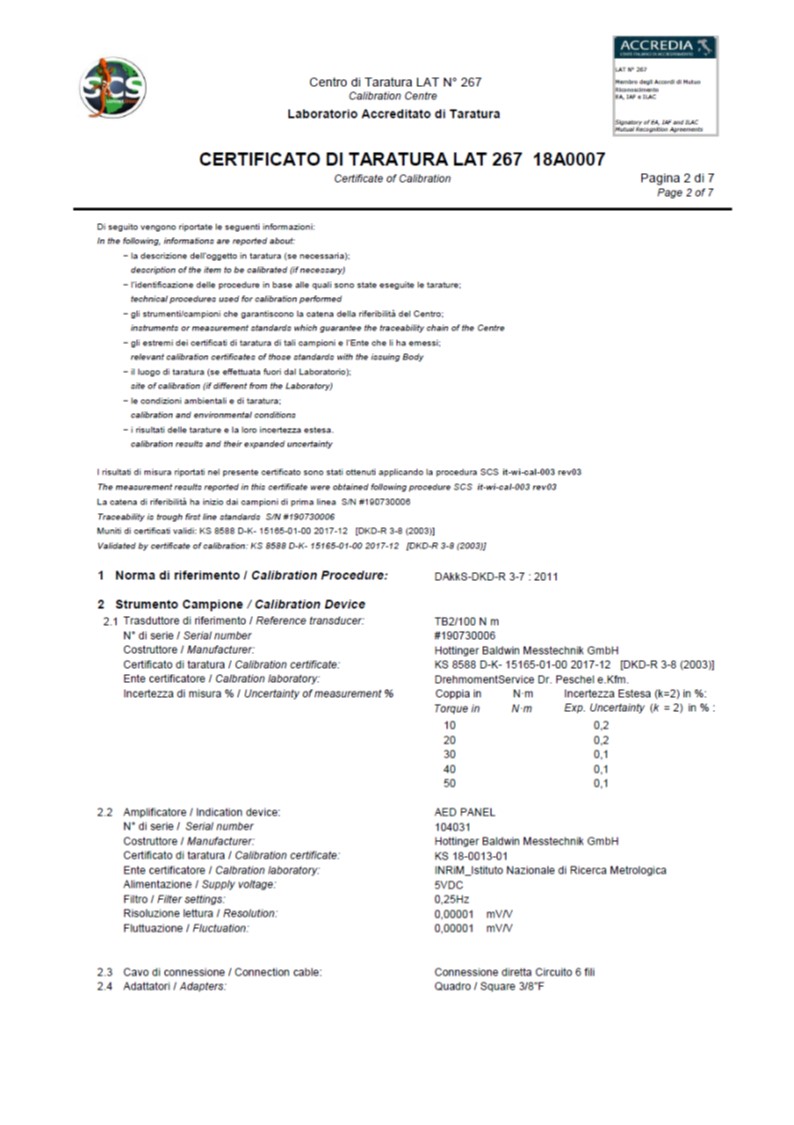
 Página 2: informações
Página 2: informações
Na segunda página, em acordo com o modelo ACCREDIA, mais informações são providas:
• A referência padrão
• A identificação da referência do laboratório e sua rastreabilidade (certificado de calibrações e incertezas)
• Identificação e características do amplificador conectado a referência
• Características do cabo e adaptadores
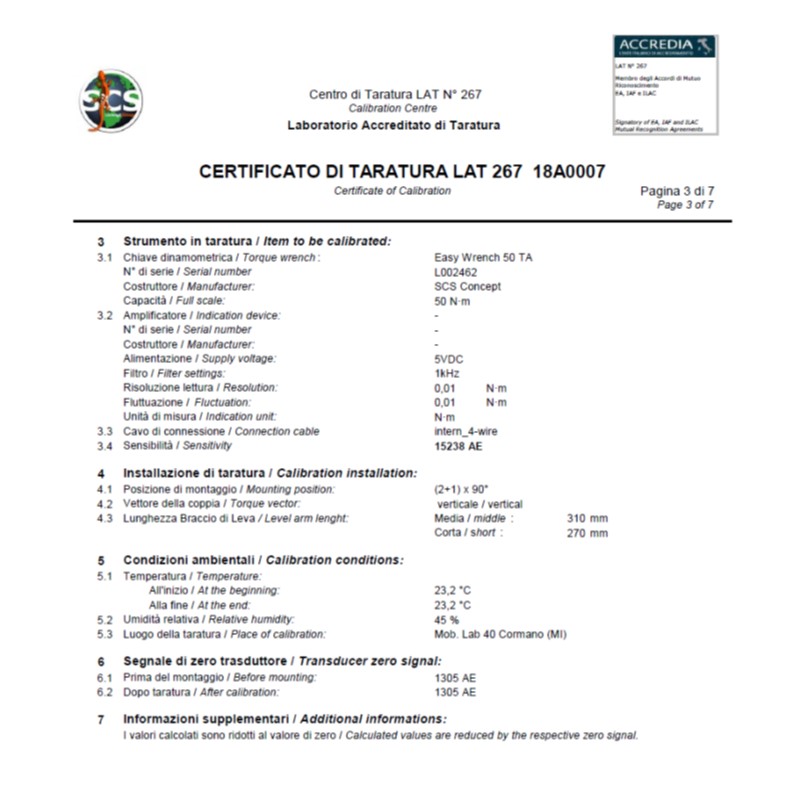
 Página 3: informações
Página 3: informações
As seguintes informações são detalhadas:
características do instrumento a ser calibrado, seu amplificador, cabos, adaptadores, sensitividade, instalação de calibração, condições ambientais, localização da calibração (no caso de calibrações externas) e valor do sinal zero, antes e depois da calibração, e qualquer outra informação relacionada a calibração.
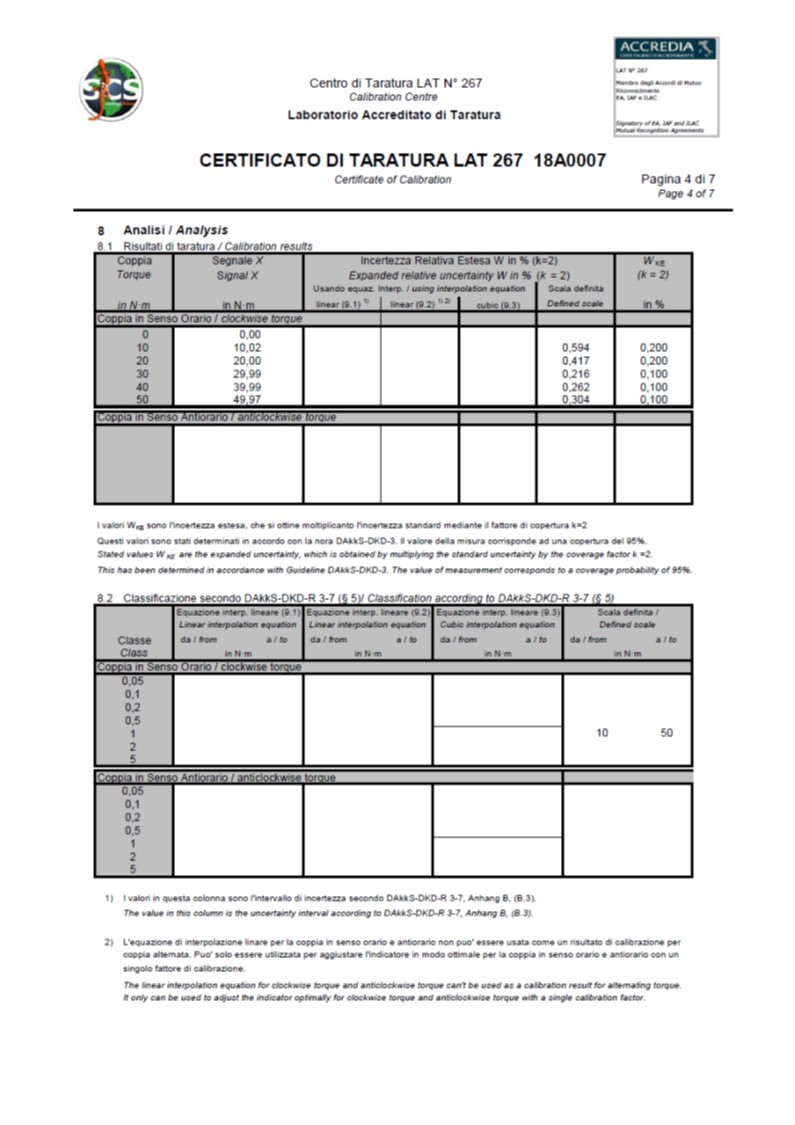
 Página 4: calibração e classificação de resultados
Página 4: calibração e classificação de resultados
Nesta página é mostrado a incerteza dos valores em relação as curvas de interpolação linear (sentido horário e/ou anti-horário), como nesse caso, a incerteza para instrumentos em uma escala definida.
A segunda tabela oferece a classificação de acordo com DKD-R 3-7 como os parâmetros obtidos na tabela 9 na próxima página.
 Página 5: equação de interpolação e critério de classificação
Página 5: equação de interpolação e critério de classificação
Nesta página são indicados:
9. Equações de interpolação, que serão usadas para a classificação do transdutor de torque e obtém os valores da tabela a seguir tab. 13 na página 7 (interpolação cúbica)
10. Valores para critérios de classificação do transdutor de torque.
A classe é determinada automaticamente, verificando que todos os parâmetros alcançam os requisitos padrão.
 Página 6: dados de medição
Página 6: dados de medição
• Nesta página há uma tabela onde estão indicados os valores de medição como uma função do torque aplicado, de acordo com os ciclos de medição definidos.
• Nesta tabela os valores estão em N·m, porém podem ser expressadas em mV/V também.

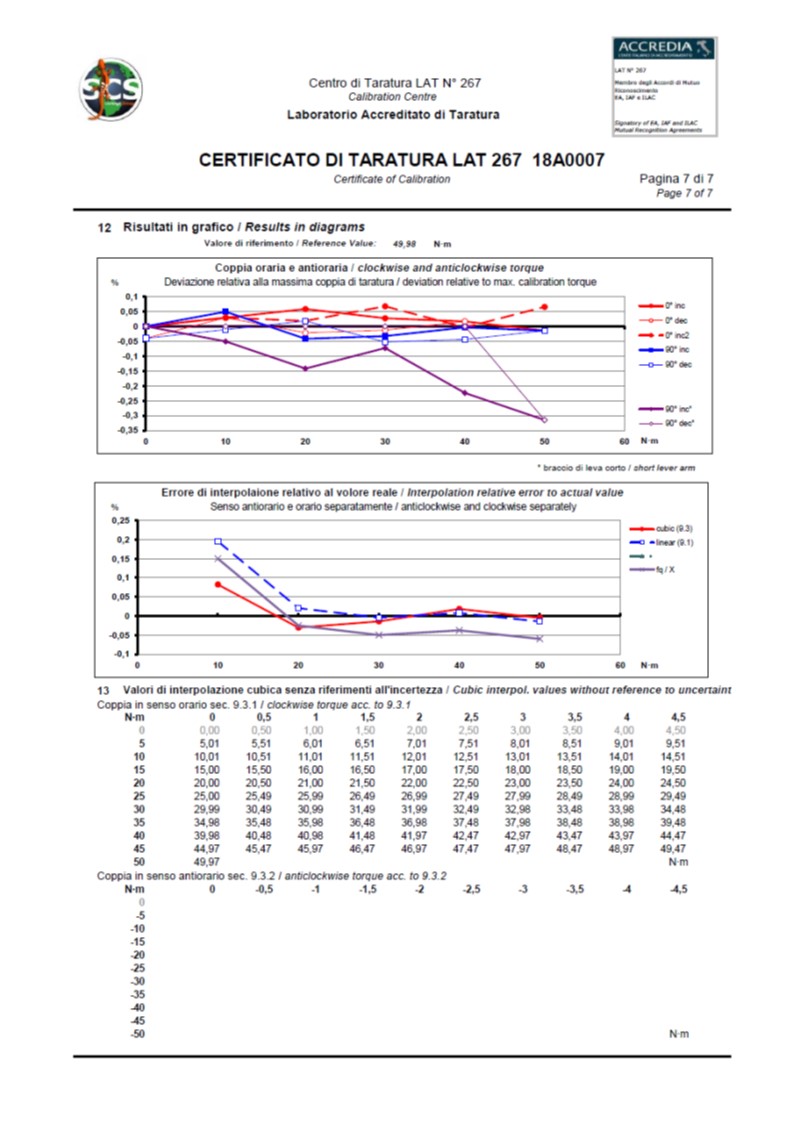
Página 7: resultados em diagrama e interpolação cúbica
• O primeiro gráfico mostra o erro relativo nas etapas individuais de calibração
• O segundo gráfico mostra a tendência da interpolação de erro
• A tabela de interpolação cúbica mostra os valores calculados usando as fórmulas no parágrafo 9.1 da página 5 para valores intermediários de várias etapas de medição