
Questa Newsletter di SCS Concept affronta il tema della taratura, le domande più importanti e, soprattutto, le risposte. L’attenzione è, ovviamente, sulla tecnologia di serraggio industriale
1. Cos’è la taratura?
In breve, la taratura può essere descritta come un confronto tra uno strumento/trasduttore in prova e un riferimento/standard. Gli obiettivi primari sono:
- Determinazione e documentazione dello scostamento tra il riferimento e l’oggetto in prova.
- Regolazione, se necessario, per ridurre al minimo la deviazione rilevata
- Conferma della conformità alle specifiche definite o ai requisiti di direttive o norme
- Tracciabilità metrologica
Per approfondire completamente la materia, si dovrebbe consultare il “Publication 200 of the Joint Committee for Guides in Metrology (JCGM)”, conosciuto come VIM (Vocabulaire international de métrologie), il dizionario internazionale di metrologia. Lì si trova la definizione esatta nella sezione 2.39, il che non lo rende necessariamente più facile. Questo può essere scaricato gratuitamente direttamente dal JCGM o acquistato come ISO/IEC Guide 99.
2. Perché la taratura e cos’è la tracciabilità?
Le misurazioni sono una parte elementare dell’assicurazione della qualità (ad esempio analisi del processo, monitoraggio del processo, controllo del processo, controllo della qualità, controllo delle parti del fornitore, documentazione dei dati e dei risultati del serraggio, monitoraggio degli utensili). Naturalmente, questo ha senso solo con una tecnologia di misurazione dimostrabilmente corretta. Tarature regolari assicurano che gli strumenti di misura misurino correttamente! La tracciabilità è quando la proprietà di un risultato di misurazione può essere ricondotta a riferimenti nazionali o internazionali attraverso una catena ininterrotta di tarature.
La taratura viene quindi utilizzata per garantire che la visualizzazione dell’apparecchiatura di misura utilizzata abbia una relazione nota e documentata con un riferimento internazionale per l’unità di misura utilizzata. L’obiettivo qui è è rendere indipendente da chi (ad esempio cliente o fornitore) e da che parte del mondo, perché i risultati ottenuti sono comparabili. Ciò è di particolare importanza quando si tratta di sicurezza. Affinché ciò funzioni, è necessario assicurarsi che la “precisione”, o meglio l’incertezza di misura che si verifica, sia nota e sia stata adeguatamente documentata. Un certo grado di “imprecisione” o incertezza di misura è inevitabile.
La scelta del dispositivo di misura per un’attività di misura dipende dalla tolleranza ammessa (ad esempio per uno strumento di serraggio, metodo di valutazione di una curva di coppia residua nel test della capacità di processo). Se la tolleranza è molto ampia, è sufficiente un dispositivo di misura molto semplice o uno con un’incertezza di misura ampia. Se la tolleranza è molto stretta, è necessario utilizzare strumenti di misurazione molto precisi. La Golden Rule (regola d’oro) aiuta a questo punto nella scelta di uno strumento adatto. L’entità del range di tolleranza viene divisa per 10, nel caso più estremo per 5, quindi viene selezionato un riferimento la cui incertezza di misura è leggermente inferiore al valore calcolato.
Una parte importante per garantire la fiducia nelle tarature è seguire la “regola d’oro della metrologia”. La figura 1 mostra la stessa relazione utilizzando l’esempio degli strumenti di misura in relazione ai loro riferimenti.
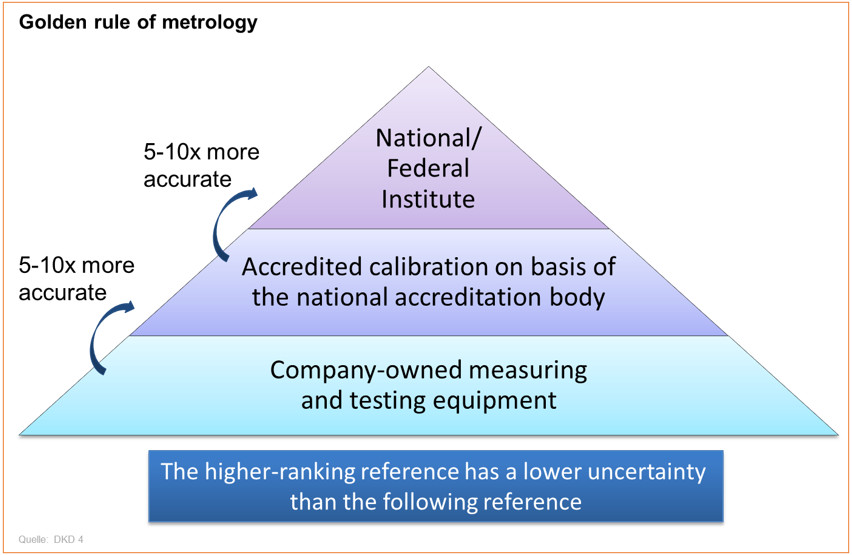
Figura 1: Regola d’oro della metrologia. La tracciabilità descrive un processo mediante il quale un valore misurato può essere confrontato con il riferimento nazionale o internazionale attraverso uno o più passaggi. All’interno della gerarchia di taratura, la precisione diminuisce inevitabilmente verso il basso.
Per avere un’idea più chiara del principio di tracciabilità, è utile il paragone con un albero, come mostrato in figura 2.

Figura 2: Tracciabilità significa anche che il valore misurato visualizzato può essere correlato al riferimento nazionale o internazionale.
Tuttavia, l’ultimo e forse anche più importante punto per la tracciabilità metrologica è la competenza del laboratorio di taratura. In sostanza, praticamente chiunque può eseguire delle tarature. Ma ti affideresti a chiunque per poter tarare strumenti di misura da cui dipendono il successo economico o tecnico del tuo lavoro, la sicurezza e la salute delle persone, e avere credibilità a livello internazionale? Certamente no. Ecco perché bisogna particolare attenzione alla competenza (e alla dimostrabilità) di chi esegue di taratura quando si tratta di tracciabilità. Per questo le norme di gestione della qualità come la ISO 9001 fanno riferimento anche alla ISO 10012 in tema di requisiti per i sistemi di gestione delle misure, che a sua volta richiede qualifiche molto specifiche per il personale impiegato (vedi, ad esempio, i paragrafi 6.1.2 o 6.4).
Questo è lo standard valido a livello mondiale per l’accreditamento dei laboratori nel campo dei test e delle tarature. Specifica i requisiti generali di competenza, imparzialità e funzionamento uniforme dei laboratori ed è applicabile a tutte le organizzazioni che svolgono attività di laboratorio. È stato sviluppato con l’obiettivo di promuovere la fiducia nel lavoro dei laboratori. In breve, l’accreditamento è la validazione governativa degli auditor. Gli accreditamenti da parte di autorità nazionali come NIST, COFRAC, ACCREDIA, UKAS, DAkkS ecc. sono riconosciuti a livello internazionale attraverso accordi e trattati di reciprocità, così come i certificati e le relazioni degli organismi accreditati nei loro rispettivi ambiti. Questo approccio elimina le barriere commerciali ed è importante per l’industria dell’esportazione che difficilmente può essere sottovalutato. (vedi l’articolo “ILAC e riconoscimento internazionale dei certificati di taratura”)

Figura 3: I cinque requisiti essenziali per garantire la tracciabilità a livello internazionale.
1. Perché ritarare o tarare periodicamente?
Gli strumenti e le apparecchiature misura cambiano le loro caratteristiche a seconda di molti fattori, dei quali i tre principali sono mostrati in figura 4:
Figura 4: Gli strumenti di misura sono soggetti a diversi fattori: tempo, ambiente e utilizzo. La ritaratura è quindi anche un requisito fondamentale per un’assicurazione continua della qualità (vedere, ad esempio, la ISO 9001:2015 sezione 7.1.5).
1. Con quale frequenza è necessario tarare?
A tal fine, viene fornita in anticipo un’importante informazione dalla guida ILAC-G24:2007 / OIML D 10 del 2007, per cui ILAC e OIML sono le due maggiori organizzazioni internazionali di organismi di accreditamento.
“La cosiddetta “intuizione ingegneristica” che ha fissato gli intervalli di taratura iniziali e un sistema che mantiene intervalli fissi senza revisione, non sono considerati sufficientemente affidabili e pertanto non sono raccomandati.”
Fortunatamente, questo documento non lascia il lettore solo con la domanda su quali criteri possono ora essere utilizzati per determinare l’intervallo di tempo tra tarature e test, e quindi elenca i seguenti fattori più importanti:
- L’incertezza di misura richiesta o dichiarata;
- il rischio che un dispositivo di misura superi i limiti della deviazione massima consentita durante l’uso; ad esempio il dispositivo di misura soddisfa solo i requisiti imposti su di esso à intervallo di taratura più breve, o il dispositivo di misura supera i requisiti imposti molte volte à è ipotizzabile un intervallo di taratura più lungo;
- Costi per le misure correttive necessarie, se risulta che il dispositivo non è stato idoneo per un periodo di tempo più lungo;
- Tipo di dispositivo;
- Tendenza all’usura e alla deriva;
- Raccomandazioni del produttore;
- Durata e “pesantezza” dell’utilizzo;
- Condizioni ambientali (condizioni climatiche, vibrazioni, radiazioni ionizzanti, ecc.);
- Dati di tendenza ottenuti da precedenti registrazioni di taratura;
- Registri di manutenzione e assistenza;
- Frequenza dei controlli incrociati con altre norme di riferimento o strumenti di misura;
- Frequenza e qualità dei controlli incrociati intermedi;
- Disposizioni di trasporto;
- Livello di formazione degli operatori.
Viene inoltre presentata una selezione di metodi per il controllo degli intervalli di taratura. Il documento completo “Linee guida per la determinazione degli intervalli di taratura degli strumenti di misura” può essere scaricato gratuitamente anche dalla homepage di OIML (link).
La verifica, come si può leggere nella ISO 9000:2015 sezione 3.8.12, non è un’alternativa equivalente alla taratura quando si tratta di dimostrare l’idoneità e garantire la tracciabilità. La verifica può essere accettata solo come un “controllo” rapido e di routine dell’attrezzatura di misura. Anche in questo caso sono requisiti fondamentali processi tecnicamente corretti, apparecchiature di misura capaci e un’adeguata qualificazione del personale che esegue il lavoro.
2. Perché la taratura non è sufficiente?
Allo stesso modo in cui gli strumenti di serraggio devono essere regolati o parametrizzati con precisione per un giunto specifico prima di essere utilizzati e la loro capacità deve quindi essere dimostrata sotto forma di un test di capacità della macchina basato sul giunto, lo stesso vale per gli strumenti di misura. Di norma, la taratura fornisce solo una prova di capacità sull’intero campo di misura, ad es. sulla base delle indicazioni del produttore. L’applicazione del misuratore non è qui considerata, che è tuttavia obbligatoria (vedi anche ISO 9000 sezione 3.5.6 nota 2: una conferma metrologica si ottiene solo quando l’idoneità del misuratore per l’applicazione prevista è dichiarata e documentata ). Questo è il motivo per cui è richiesta una capacità dell’attrezzatura di misura (MEC), che nel caso di una chiave dinamometrica elettronica per il compito di misurazione dello studio della capacità di processo (PCT) è dimostrare una capacità statistica dell’apparecchiatura di misurazione, ad esempio per 5° con una tolleranza di +-2°. A questo scopo, ovviamente, è necessario dimostrare un Cg/Cgk >1,33 utilizzando gli inserti degli strumenti utilizzati. E se ricordiamo la regola d’oro della metrologia, significa, in effetti, 2°/10. Alla fine, ovviamente, c’è ancora la necessità di un MSA (Measurement System Analysis), che deve poi essere effettuato dall’utente.

Figura 5: Di norma, la taratura è semplicemente una verifica dell’incertezza di misura nell’intervallo di misura specificato dal produttore in punti di misura specificati in condizioni specificate in laboratorio. Questi possono e di solito differiranno in modo significativo dall’applicazione reale. Gli utenti devono quindi dimostrare la capacità dell’apparecchiatura di misura e l’analisi del sistema di misura. Nelle caselle nere ci sono informazioni su chi e quando deve effettuare le varie verifiche.
Per ulteriori approfondimenti, domande o progetti speciali noi di SCS Concept siamo a vostra disposizione, per tutto quello che concerne taratura, tracciabilità, capacità degli strumenti di misura, così come per tutte le domande relative alle tecnologie di serraggio.
