

CAMPO DI APPLICAZIONE
Taratura statica di chiavi dinamometriche impiegate come «transfer standards» per tarare dispositivi di taratura di chiavi dinamometriche.
Taratura di chiavi dinamometriche di alta precisione.
E’ descritta la procedura di classificazione e determinazione dell’incertezza di misura estesa.
In particolare, le chiavi di trasferimento (o di riferimento) sono concepite per applicare coppia mediante un braccio di leva e sono insensibili alle forze trasversali e ai momenti flettenti.
Di seguito, i numeri identificano i paragrafi della norma
3. Caratteristiche della chiave dinamometrica
• Tutti i componenti dello strumento, incluso il cavo, devono essere identificati (nome costruttore, tipo, 4 o 6 conduttori, numero di serie, ecc.)
• Deve essere indicata la coppia nominale
• Il collegamento tra chiave e attrezzatura di taratura non deve introdurre forze laterali o momenti flettenti
• Deve essere possibile modificare il punto di applicazione coppia:
– nelle chiavi di trasferimento nel range delle comuni chiavi dinamometriche (definito nella DKD-R 3-8, in funzione della coppia)
– nelle altri chiavi di mezza lunghezza impugnatura
4.1 Taratura della chiave dinamometrica
• Taratura = Applico coppie di valore noto nella direzione corrispondente alle reali condizioni d’uso e registro i valori indicati
• Posso scambiare l’unità di lettura se l’ulteriore incertezza dovuta allo scambio è inferiore a 1/3 della incertezza relativa del risultato di taratura (SCS ne tiene conto nel bilancio dell’incertezza)
• Componenti e adattatori devono sopportare 1,5 volte la coppia massima trasmessa
• Prima della taratura il trasduttore e gli adattatori devono essere caricati per almeno 4 volte con un sovraccarico da 8 a 12% della coppia nominale, per 1 a 1,5 minuti (per sicurezza ed evitare danni durante la taratura)
4.2 Risoluzione indicatore
• La risoluzione r è l’incremento dell’ultimo numero attivo, a condizione che la fluttuazione massima sia 1 incremento quando lo strumento è scarico
• Se l’indicazione varia più di 1 incremento, la risoluzione è metà della fluttuazione + 1 digit
• Il minimo valore del campo di misura è definito in funzione della classe nella tabella che vedremo più avanti (criterio di classificazione)
• Se il visualizzatore ha la soppressione dello zero, la funzione deve essere disattivata per determinare la fluttuazione dell’indicazione
4.3 Preparazione alla taratura
• Tutte le eventuali regolazioni-aggiustaggi devono essere registrate
• Le misure devono essere eseguite dopo stabilizzazione della temperatura
• Registrare il valore di zero a coppia scarica in posizione verticale, prima e dopo la taratura
• Indicazione positiva per coppie in senso orario
4.4 Procedura di taratura
• Taratura in senso orario e/o antiorario, negli step previsti (solitamente 5 step nel campo di misura)
• Abbiamo definito un’attesa di 10 secondi ogni step, il più possibile costanti
• Il precarico alla coppia nominale deve essere eseguito 3 volte al primo ciclo del senso di taratura e una volta dopo ogni cambio della posizione di montaggio
• Dopo ogni precarico (tempi brevi) attendere la stabilizzazione dello zero all’interno della risoluzione e registrare il valore
• Dopo l’ultimo precarico nella prima posizione di montaggio, registrare il creep dopo 3 minuti
• Preferibilmente la taratura si dovrebbe fare in 3 posizioni a 120°, per le classi da 0,05 a 0,5
• Per le classi 1, 2 e 5 è possibile utilizzare una sola rotazione a 90°
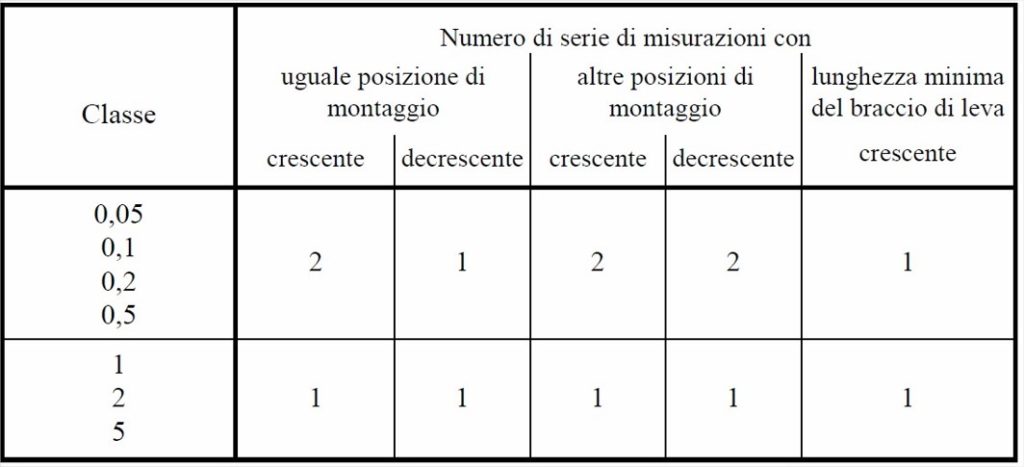
• Il numero di serie di misure dipende dalla classe della chiave dinamometrica, come indicato nella tabella seguente:
Serie di misure richieste
Il numero minimo di punti di misura (in aggiunta alla fase zero) devono essere normalmente come segue:
• classi 0,05 e 0,2 = 8 (opportunamente distribuiti sul campo di misura)
Nota: ad esempio, in step di 10, 20, 30, 40, 50, 60, 80 e 100 % ME oppure
2, 5, 10, 20, 40, 60, 80 e 100 % ME
• classe 0,5 = 5 (20, 40, 60, 80 e 100 % ME)
• classi 1, 2 e 5 = 3 (20, 60 e 100 % di ME) (Nostra procedura: 5 punti in classe 1)
Il valore minimo del campo di misura MA deve essere uno dei valori di taratura
Esempio di ciclo di taratura classe 1

• La temperatura ambiente deve essere compresa fra 18 e 28°C (preferibilmente 22°C) e stabile entro ±1°C
• L’intervallo fra due step di carico deve essere lo stesso, specie in presenza di creep
• L’indicazione prima delle misure può essere riportata a zero o tenuta in considerazione nel calcolo
• Per strumenti con scala definita (N·m) l’indicazione deve essere azzerata all’inizio di ogni serie di misure
Variazioni lunghezza braccio di leva
(solo per chiavi di trasferimento)
• Per valutare l’influsso del punto di applicazione della forza del braccio di leva è prevista una serie di misure con coppia crescente sulla lunghezza minima del braccio (solo chiavi di trasferimento) come da tabella
• Per chiavi standard è prevista una variazione di mezza lunghezza dal centro dell’impugnatura

• Per coppie superiori a 2000 N·m saranno selezionate opportune lunghezze di braccio di leva
4.4.7 Valutazione e risultati di misura
Riproducibilità b, ripetibilità b’ e bl
• La riproducibilità b è calcolata per ogni punto di taratura come differenza fra le serie crescenti in diverse posizioni di montaggio e lunghezza media del braccio di leva
• La ripetibilità b’ è calcolata per ogni punto di taratura come differenza fra le serie crescenti nella stessa posizione di montaggio e lunghezza media del braccio di leva
• La ripetibilità bl è calcolata per ogni punto di taratura come differenza fra i valori della seconda serie crescente a lunghezza media del braccio di leva e la serie di valori con braccio di leva minimo
Errore di interpolazione fa
• L’errore di interpolazione fa è determinato con l’aiuto di una funzione di smoothing calcolata attraverso il punto di origine e in funzione dei punti di taratura utilizzati per mezzo di un’equazione di 1°o 3° grado
• L’errore di interpolazione è calcolato per ciascuna coppia di taratura come differenza tra il risultato di taratura ed il valore associato della funzione di smoothing
• Per chiavi dinamometriche con scala definita (come le chiavi SCS) viene determinata la deviazione di visualizzazione fq
Errore relativo di zero f0
• Il valore di zero deve essere registrato prima di ciascuna serie crescente e dopo ogni serie decrescente
• Il valore zero deve essere letto circa 30 secondi dopo il completo scarico
• L’errore di zero f0 è calcolato come valore assoluto massimo della differenza delle due letture in tutte le posizioni di montaggio
Errore di reversibilità (isteresi) h
• L’errore relativo di reversibilità h è calcolato in ogni punto di taratura come il massimo dei valori assoluti delle differenze tra i valori della serie crescente e decrescente per ciascun punto di misura
Risultato di taratura X
• Il valore stimato per ogni valore di coppia rappresenta il valore medio dei risultati delle serie di misura di coppia crescente con lunghezza media del braccio di leva
Errore di indicazione fq
• L’errore di indicazione fq deve essere determinato solo per le chiavi dinamometriche con indicazione diretta dell’unità di coppia (N·m) e non può essere aggiustato elettronicamente con la curva di interpolazione del risultato di taratura
• Rappresenta la differenza fra il valore medio delle coppie crescenti nelle diverse posizioni di montaggio e la coppia di riferimento applicata
Classificazione della chiave dinamometrica
La classificazione del torsiometro comprende le coppie di taratura dove i criteri sono soddisfatti, dal limite superiore al minimo valore di coppia
Limite inferiore
Per la classificazione il limite inferiore deve essere:
• ≤ 20% di ME per classi da 0.2 a 5
Criterio di classificazione
Le quantità assolute sono convertite in quantità relative (% riferite alla capacità) in accordo con la tabella seguente, considerando questi criteri:
– ripetibilità nella stessa posizione di montaggio
– riproducibilità in posizioni di montaggio diverse
– riproducibilità con lunghezze di braccio diverse
– deviazione curva di interpolazione, o visualizzazione
– scostamento del punto zero
– reversibilità
– valore iniziale del campo di misura
Criterio di classificazione per chiavi dinamometriche

Il ns. foglio di calcolo verifica in automatico tutti i valori per determinare la classe del torsiometro.
Certificato di taratura
Più avanti analizzeremo nei dettagli il certificato di taratura che al minimo dovrà contenere le seguenti informazioni:
• committente
• identificazione di tutti gli elementi dello strumento tarato e dei componenti che consentono la trasmissione della coppia (adattatori, ecc.;)
• indicazione se coppia oraria e/o antioraria e lunghezze del braccio di leva
• temperatura ambiente alla quale è stata effettuata la taratura;
• data di taratura;
• dettagli del laboratorio di taratura e dei campioni di taratura;
• riferimenti dei campioni agli standard internazionali;
• risultati della classificazione, inclusi i rispettivi campi di misura;
• Valore stimato (medie derivate dai valori delle serie crescenti) e corrispondenti equazioni di calcolo;
• tabella dei valori di misura e delle grandezze calcolate
• rappresentazione grafica della curva caratteristica
Per le chiavi dinamometriche a scala definita (come quelle SCS) è possibile la dichiarazione di conformità ai parametri richiesti da una classe; per le altre è possibile solo indicando in aggiunta l’equazione della curva di interpolazione.
Periodo di validità
Durata massima del certificato 26 mesi, ma in genere si raccomanda una frequenza annuale, specie se vi sono particolari requisiti per la tracciabilità o richiesto da normative assicurazione di qualità.
La chiave dinamometrica deve essere nuovamente
tarata se:
– ha subito un sovraccarico
– dopo eventuali manutenzioni correttive
– dopo un uso improprio
– in caso di dubbi sui risultati di misura
Calcolo dell’incertezza relativa (sec. DKD-R 3-7)
L’incertezza di misura standard relativa viene calcolata mediante la formula:
 da cui:
da cui:
![]()
wKE è l’incertezza del sistema di taratura e inoltre partecipano i vari influssi ∂M:
• ∂M1 Influsso della risoluzione r del dispositivo indicatore sull’oggetto da tarare
• ∂M2 Influsso della precisione di ripetizione b‘
• ∂M3 Influsso della precisione di riproducibilità b
• ∂M4 Influsso della reversibilità h
• ∂M5 Influsso del ritorno a zero f0
• ∂M6 Influsso delle condizioni di applicazione della forza bl
• ∂M7 Influsso della deviazione di visualizzazione e interpolazione fq o fa
• ∂M8 Influsso dell’incertezza di misura UKE dell’attrezzatura di taratura della coppia inclusa una percentuale di stabilità nel tempo.
Per scala non definita ed uso di equazione lineare o per scala definita l’intervallo di incertezza estesa W’ tiene conto delle deviazioni di interpolazione fa o di visualizzazione fq come segue:
![]() per scala non definita e uso di equazione lineare
per scala non definita e uso di equazione lineare
![]() per scala definita
per scala definita
I calcoli sono svolti in modo automatico sul foglio Excel e i risultati sono indicati a pagina 4 del certificato di taratura (Tab. 8.1)
Per fortuna i calcoli sono svolti in automatico sul foglio Excel WF-K-03 e i risultati sono indicati a pagina 4 del certificato di taratura (Tab. 8)
Funzioni di distribuzione
La direttiva DKD-R 3-7 contiene una tabella per il calcolo delle deviazioni standard relative dei diversi influssi che concorrono a formare l’incertezza calcolata:
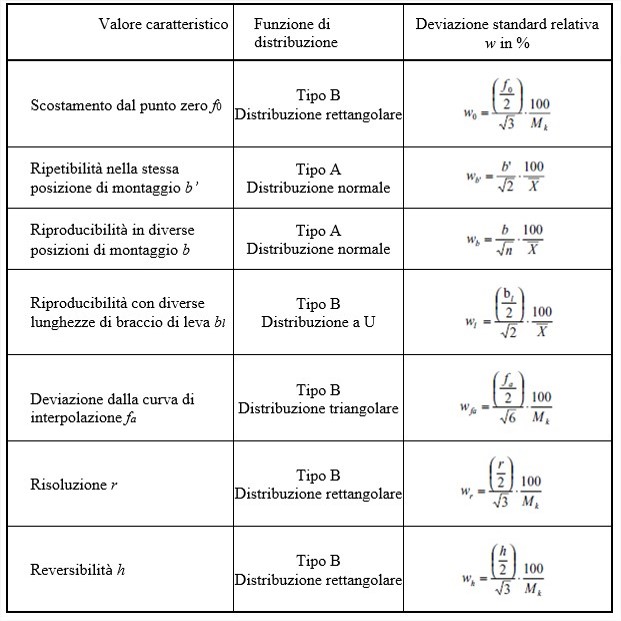
Sul nostro foglio i calcoli sono sviluppati come indicato nella norma
Incertezza del reference
Viene considerata questa unica formula di calcolo con i contributi come da tabella:


• Questi calcoli sono elaborati nel foglio Excel ed il risultato viene considerato nel calcolo dell’incertezza di taratura di un torsiometro
• Per approfondire l’argomento consultare il documento SCS it-do-cal-002
Esempio di bilancio incertezza di un trasduttore campione
Nota: Per tarare chiavi secondo DKD-R 3-7 il campione deve essere tarato secondo DKD-R 3-8

CERTIFICATO DI TARATURA
Pagina 1: frontespizio
La prima pagina è conforme al modello ACCREDIA: oltre al logo Accredia è presente anche il logo SCS.
Questi logo sono riportati su ciascuna pagina del certificato di taratura.
Nella pagina sono contenute le informazioni di identificazione del cliente e dell’ordine, informazioni sullo strumento da tarare (tipo, modello e serial number) data di ricevimento strumento e data di taratura, informazioni logistiche del laboratorio e firma autorizzata (del Responsabile o del Sostituto).
 Pagina 2: informazioni
Pagina 2: informazioni
Nella seconda pagina, conforme al modello Accredia, sono riportate in dettaglio ulteriori informazioni:
• la norma di riferimento
• gli estremi identificativi del reference del Laboratorio e la sua riferibilità (certificato di taratura e incertezze)
• identificazione e caratteristiche del visualizzatore collegato al reference
• caratteristiche cavi e adattatori
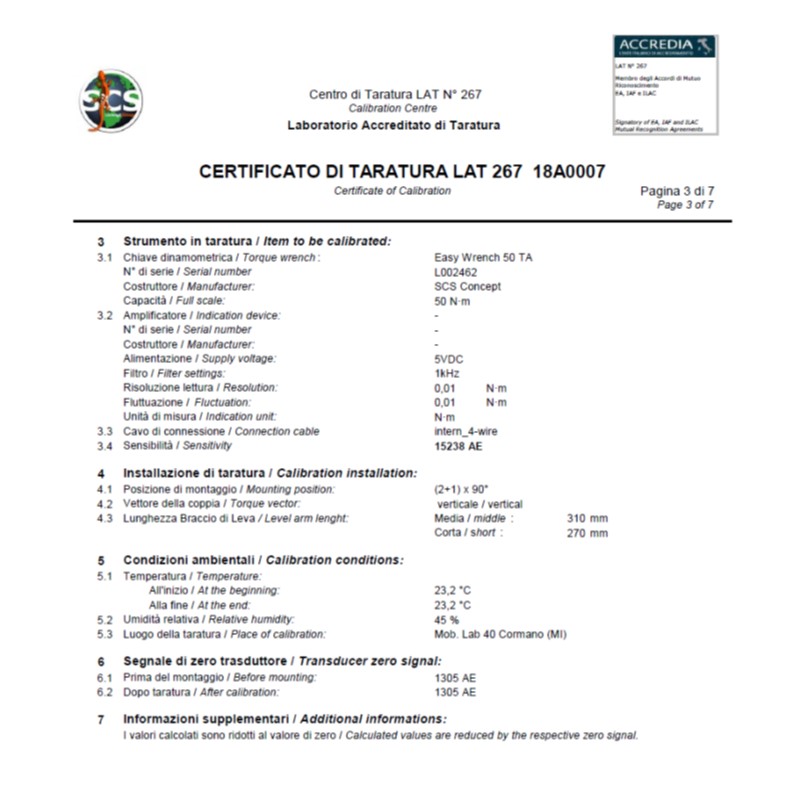
 Pagina 3: informazioni
Pagina 3: informazioni
Sono indicate in dettaglio le caratteristiche dello strumento in taratura, visualizzatore, cavi, adattatori, sensibilità.
Vengono indicate l’installazione di taratura, le condizioni ambientali, il luogo di taratura (in caso di tarature esterne) ed il valore del segnale di zero, prima e dopo la taratura.
Inoltre eventuali ulteriori informazioni relative alla taratura.
 Pagina 4: risultati di taratura e classificazione
Pagina 4: risultati di taratura e classificazione
In questa pagina sono indicati i valori di incertezza in funzione delle curve di interpolazione lineare (orario e/o antiororario) e, come in questo caso, l’incertezza per strumenti a scala definita.
La seconda tabella fornisce la classificazione secondo DKD-R 3-7 in funzione dei parametri contenuti nella tabella 9 della prossima pagina.
 Pagina 5: equazioni di interpolazione e criteri di classificazione
Pagina 5: equazioni di interpolazione e criteri di classificazione
In questa pagina sono indicati:
9. Equazioni di interpolazione, che verranno utilizzate per la classificazione del torsiometro e per ricavare i valori della successiva tab. 13 a pagina 7 (interpolazione cubica)
10. I valori relativi ai criteri di classificazione del torsiometro.
La determinazione della classe è svolta in modo automatico verificando che tutti i parametri soddisfino le prescrizioni della norma.
 Pagina 6: valori misurati
Pagina 6: valori misurati
• In questa pagina è presente una tabella dove sono indicati i valori misurati in funzione della coppia applicata, secondo i cicli di misura definiti
• In questa tabella i valori sono in N·m ma potrebbero essere anche essere espressi in mV/V
 Pagina 7: grafici e interpolazione cubica
Pagina 7: grafici e interpolazione cubica
• Il primo grafico illustra l’errore relativo nei singoli step di taratura
• Il secondo grafico l’andamento dell’errore di interpolazione
• La tabella di interpolazione cubica indica i valori calcolati mediante le formule del paragrafo 9.1 della pagina 5 per i valori intermedi dei vari step di misura

