
Perché un’analisi del giunto e un PCT (test di capacità di processo) di un giunto sono richiesti in una linea di produzione.
Se si chiede a un reparto di montaggio se e come gli utenti controllano i loro giunti DOPO il montaggio, si nota spesso un certo stupore. Soprattutto quando si utilizzano sistemi di avvitatura già controllati, monitorati e regolarmente testati. “Assembliamo con alta precisione e monitoriamo tutti i parametri. Ogni anno i nostri strumenti vengono testati! Perché dovremmo ancora controllare il giunto adesso? Gli strumenti mostrano sempre valori corretti.”
Questo approccio è spesso fonte di diversi difetti di qualità e interventi correttivi sui giunti già serrati!
Di seguito, scopriremo perché l’analisi dei giunto e l’esecuzione casuale delle ispezioni di processo sono così utili, perché gli standard e le linee guida li richiedono specificamente e quali sono le correlazioni tecniche.
Teoria
Il test della capacità di processo (PCT) è lo strumento preferito nella produzione industriale per dimostrare la stabilità a lungo termine della produzione. Come il processo FMEA o il test di capacità della macchina (MCT) per l’assemblaggio di giunti critici, il PCT deve essere archiviato per la durata del prodotto più 15 anni (almeno in Germania). È la base della responsabilità del prodotto o della sicurezza del prodotto.
Il produttore o il distributore di un prodotto deve garantire che il prodotto stesso sia sicuro. A tal fine, è tenuto a produrre secondo le norme e le linee guida vigenti (o almeno equivalenti). A tal fine, il prodotto deve essere progettato in modo tale da non causare pericoli o danni per l‘utilizzatore o all’ambiente, quando utilizzato per lo scopo previsto. I prodotti che mantengono ciò che promettono valgono il loro prezzo e garantiscono il successo economico di chi li produce.
Guardando nello specifico ad un giunto da serrare, ciò significa che è necessario garantire il corretto fissaggio del giunto stesso. La progettazione viene solitamente eseguita dall’ufficio tecnico, che determina in anticipo il caso di carico specifico, la funzione coppia /angolo e i rischi del giunto. Idealmente, il reparto di progettazione determina la strategia di serraggio, la tecnologia degli avvitatori e i parametri di serraggio con cui i lavoratori lavoreranno successivamente nella produzione in serie.
I disegni di progetto di solito contengono ancora un valore di coppia con tolleranza come unica specifica di serraggio. Tuttavia, il raggiungimento di questo valore di coppia sul giunto durante il montaggio non è sicuramente sufficiente per garantire un corretto serraggio.
Come mai? Una delle funzioni più importanti di un giunto è quella di unire due o più parti in modo che successivamente si comportino come un unico componente. Ciò vale anche per i carichi operativi e per l’intera vita utile prevista dell’intero sistema o sottosistema. La forza di serraggio minima necessaria effettivamente definita dal progetto per questo scopo deve essere mantenuta per l’intera vita utile.
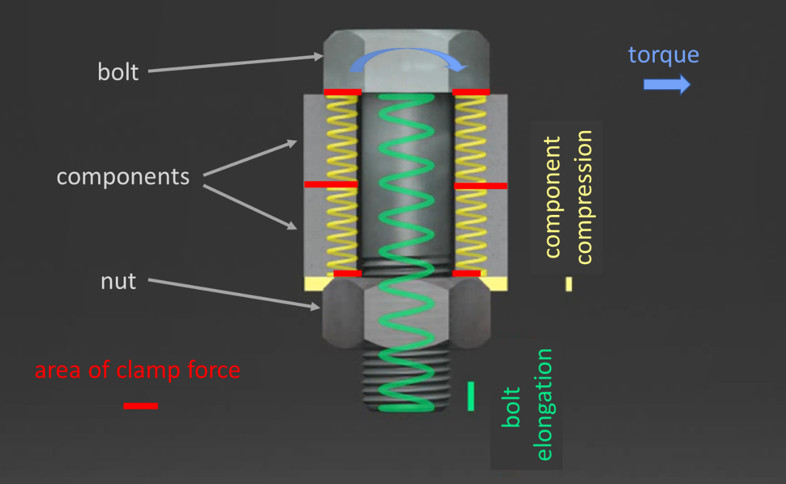
Figura 1: diagramma schematico del giunto
Per questo scopo vengono solitamente utilizzati bulloni ad alta resistenza. La loro particolarità è che, opportunamente serrati, si comportano come molle di trazione sotto carico: tendono contrarsi per tornare al loro stato originale. Se ci sono componenti tra di loro, vengono compressi. A seconda della forza di precarico, che viene spesso applicata al bullone tramite coppia, i componenti vengono compressi in misura maggiore o minore, determinando una forza di serraggio tra i componenti e la testa/dado del bullone.
Verifica delle specifiche di montaggio e regolazione degli strumenti di avvitatura
Si deve ancora dimostrare che la coppia di montaggio applicata ha davvero portato all’obiettivo desiderato. “Ma questo è ciò che ho assicurato con la coppia dei miei strumenti: deve essere sufficiente”, potrebbero rispondere alcuni. Tuttavia, come si può vedere dalle osservazioni precedenti, la coppia è in realtà solo una variabile ausiliaria per ciò che si vuole ottenere. Per dimostrarlo, ecco alcuni esempi sorprendenti. Nel caso di un grippaggio del filetto, si sarebbe probabilmente in grado di raggiungere la coppia target durante l’assemblaggio senza ulteriori controlli, ma si sarebbe anche in grado di ottenere il precarico necessario? Un altro esempio: se applico 50 N∙m con una chiave a cricchetto a mano oppure con un sistema di serraggio ad alta velocità (a ben oltre 1000 giri/minuto) fa una differenza significativa. La coppia misurata o almeno indicata degli utensili può essere identica, ma la forza di serraggio raggiunta, soprattutto dopo che i primi segni di assestamento/rilassamento si sono attenuati, nel componente non lo è di certo. In tema di velocità, entra subito in gioco anche la sua influenza sull’attrito. L’attrito è una delle maggiori variabili che influenzano il serraggio in coppia.
A causa della natura dell’assemblaggio della coppia, come processo per così dire “indiretto”, gli standard di calcolo/progetto (ad es. VDI 2230-1, sezione 1 e 5.4.3.2), così come i professionisti esperti di tecnologia di serraggio, raccomandano di verificare i risultati di calcolo mediante analisi congiunta. Queste prove dovrebbero, per quanto possibile, essere eseguite su componenti reali o di serie, nelle condizioni di produzione previste. Le condizioni di produzione previste comprendono, ad esempio, il tipo di attrezzo di serraggio e le sue impostazioni, nonché gli ausili di montaggio (es. le bussole specifiche). Lo scopo di questi test di base è determinare se la coppia installata ha effettivamente prodotto la forza di pretensionamento desiderata o la forza di bloccaggio.
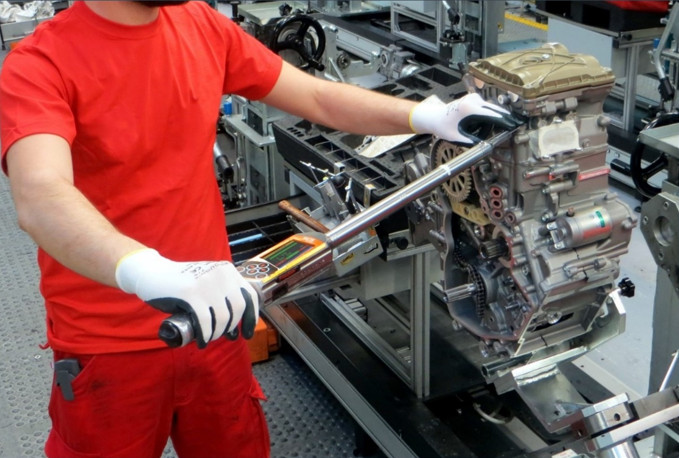
Figura 2: Misurazione di una traccia coppia/angolo su un componente in serie
Se questo probabilmente non può essere determinato per la durata di servizio nella prima fase, allora, almeno una volta, deve essere fatto dopo il montaggio e dopo che gli effetti di assestamento più significativi si siano attenuati (vedi Fig. 2). Le informazioni più chiare si ottengono, ad esempio, mediante misurazioni della forza o misurazioni dell’allungamento dei bulloni (ad esempio mediante ultrasuoni, misurazione della lunghezza convenzionale, misurazione dell’onda luminosa). Tuttavia, questi metodi non vengono sempre utilizzati – sia direttamente per il montaggio che successivamente per il controllo – perché non sempre sono adatti alla produzione in serie, o perché sono relativamente costosi, o richiedono un alto grado di competenza tecnica applicativa.
Tuttavia, esistono altri metodi per determinare se le specifiche di assemblaggio rientrano effettivamente nell’intervallo di tolleranza desiderata. Si può analizzare il giunto fino alla rottura mentre si misurano in continuo la coppia e l’angolo. Ciò è possibile a partire dal bullone allentato fino al cedimento o dal bullone già assemblato alla coppia target tramite la coppia residua/statica fino all’intervallo del limite di snervamento, e se necessario fino al cedimento (Figura 4). In modo ideale, ciò andrebbe fatto misurando contemporaneamente il precarico (Figura 3). Le possibili variazioni tra lotti lotto devono essere prese in considerazione, come per tutte le altre analisi industriali, di conseguenza va scelto il numero dei campioni in base a procedure matematiche/statistiche. La VDI 2230 parte 3, su cui si sta lavorando, probabilmente fornirà chiarimenti dal 2023.

Figura 3: a sinistra: Esempio coppia-tempo + forza di serraggio – traccia per la verifica dei risultati di calcolo delle specifiche di montaggio al momento del serraggio in coppia. A destra: esempio di sistema di misurazione portatile per coppia/angolo + forza di serraggio – chiave di misurazione con cella di carico collegata in modalità wireless.
Superato questo primo ostacolo, il passo successivo è la verifica di quanto il serraggio reale risponda alle specifiche di progetto. Un approccio molto pragmatico, che è esplicitamente menzionato anche nella sezione 5.4.3.2 della VDI 2230 per il serraggio a coppia controllata, è la misurazione delle coppie residue/statiche. Ciò significa che il giunto serrato, assemblato in condizioni stabili e sicure, viene ulteriormente ruotato di alcuni gradi. La traccia coppia / angolo viene analizzata di conseguenza. Come già accennato, l’attenzione qui è sulla coppia, che viene misurata direttamente nel passaggio dall’attrito statico a quello dinamico.

Figura 4: Traccia coppia/angolo ricavata da una serie di misurazioni con valutazione della coppia residua fino al punto di snervamento come verifica della procedura di serraggio o impostazione dell’utensile di serraggio. Nel presente caso, l’ulteriore coppia è di ca. 65% del campo di coppia nel campo del limite di snervamento.
Ciò richiede apparecchiature di misurazione e metodi di valutazione adeguati. La figura 5 mostra i metodi più utilizzati. È già chiaro qui che alcuni dei metodi portano a risultati diversi. Tuttavia, la scelta del metodo risulta dalla scelta del sistema di misurazione, dal comportamento del giunto durante l’ulteriore rotazione e da altri fattori. Una volta che la coppia residua è stata valutata, la linea guida indica che queste possono discostarsi di un fattore dalla coppia di montaggio. Lo scostamento massimo ammissibile deve essere determinato dall’ufficio di progettazione ingegneristica, se necessario, in collaborazione con altri uffici come il collaudo, oppure la sua plausibilità deve essere verificata sulla base di valori empirici.
Test di capacità di processo con coppia residua
Una volta che queste prime analisi sono state completate nell’ambito della produzione di prototipi o pre-serie, resta da dimostrare la stabilità a lungo termine del processo di fabbricazione, con riferimento alla forza di precarico. La misurazione delle curve di coppia residua può essere utilizzata a questo scopo anche nel processo di assemblaggio in serie (vedere la figura 5). Tuttavia, possono essere utilizzati anche altri metodi o un metodo diverso da quello utilizzato per l’analisi congiunta.
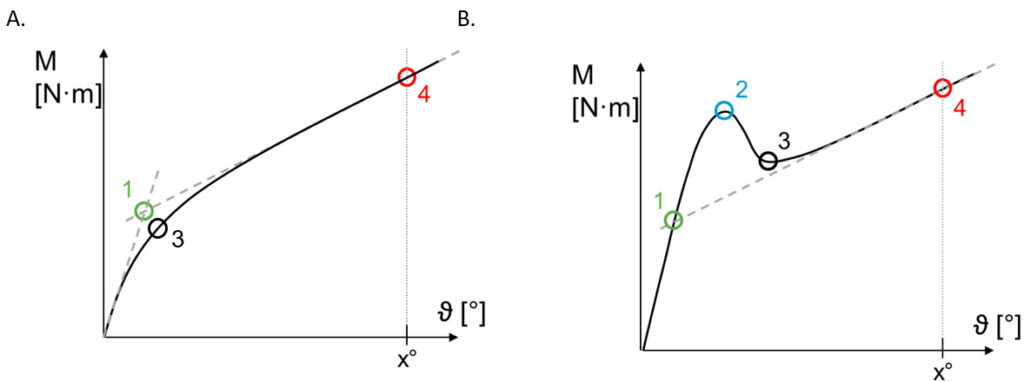
1 – determinazione dell’intersezione
2 – valore di picco a rottura MWH
3 – cambio di pendenza (risp. minimo dopo MWH)
4 – coppia ad angolo
Figura 5: Andamenti esemplificativi delle tracce coppia/angolo dopo una misurazione della coppia residua. Il caso B mostra l’andamento tipico per il caso in cui l’attrito statico è significativamente maggiore dell’attrito radente e il caso A quando l’attrito statico è quasi uguale all’attrito radente. Entrambi i grafici mostrano una selezione di risultati di diversi metodi di valutazione secondo VDI/VDE 2645, foglio 3. Ai fini dell’analisi congiunta, vengono solitamente utilizzate le varianti 1 e 3.
Il fatto che i valori di coppia nell’intervallo della PCT possano deviare del 20-30% a seconda del metodo di valutazione selezionato può essere sorprendente, ma mostra anche la differenza significativa tra l’analisi articolare e la PCT. L’analisi congiunta riguarda il valore misurato specifico. La PCT si occupa della stabilità della caratteristica o del processo di misurazione nel tempo, per cui i valori misurati hanno una comprovata correlazione con la variabile target, ma non devono necessariamente rifletterla esattamente.
Un esempio per capire: nel caso dell’analisi del giunto, il metodo di variazione del gradiente per determinare la coppia residua è stato determinato utilizzando un sistema di misura ad alta risoluzione. Tuttavia, per il monitoraggio della produzione in serie vengono utilizzati altri strumenti di misura con capacità dello strumento di misura diversa e l’idoneità del processo di prova ha dimostrato che, a causa del comportamento speciale del giunto durante l’ulteriore rotazione, l’influenza della prova sul processo di prova è minima per il metodo “Coppia all’angolo” con un ulteriore angolo di rotazione di 4°. In un tale esempio, la differenza tra i due metodi di valutazione e le applicazioni potrebbe essere del 10-20% in base alla coppia residua. Tuttavia, esistono anche due obiettivi diversi, che vengono perseguiti caso per caso e quindi la differenza, se documentata e spiegato di conseguenza, nell’analisi congiunta del sistema di analisi e misurazione (MSA) o nella capacità del processo di prova (PCT), è anche comprensibile.
Prospettive: sfide del processo di misurazione e prove di altre funzionalità congiunte
Alla fine, la scelta di un metodo di analisi congiunta o di un metodo di valutazione PCT dipende da molti fattori. Se si prende la misura della coppia e dell’angolo è ad esempio sul comportamento del giunto durante il passaggio dall’attrito statico a quello dinamico durante l’ulteriore rotazione, sugli algoritmi e sulla loro incertezza di misura, che vengono utilizzati nella chiave di prova o dalla valutazione software e molto altro. Per poter valutare tutti i fattori, è necessario un esatto MSA o PCT, come descritto tra gli altri nella ISO 9000, come in tutti i processi di misurazione industriali. Il volume VDA 5.2, attualmente in fase di revisione, in combinazione con il prossimo VDI/VDE 2645-1, vi aiuterà a comprendere le interrelazioni e i requisiti internazionali e ad implementarli in modo mirato.
Ciò che non va dimenticato è che la generazione della forza di serraggio è solo una delle numerose funzioni di un giunto. Ci sono anche altre funzioni che devono essere realizzate al posto o in aggiunta alla forza di serraggio, come la tenuta, la sicurezza contro l’allentamento, il mantenimento di una posizione, ecc. A seconda dell’importanza di queste funzioni, bisogna dimostrare il loro raggiungimento con relativa documentazione registrata durante la produzione (o successivamente). A tal fine devono essere utilizzati metodi diversi da quelli sopra indicati, eventualmente combinati. Questi metodi includono, ad esempio, il test della coppia minima per i dispositivi di bloccaggio, la misurazione della resistenza di contatto o l’uso di sistemi di imaging termografico per i sistemi di bullonatura che trasportano corrente e molti altri. Hai una sfida simile o simile e vorresti supporto o vorresti semplicemente esaminare i tuoi processi esistenti in vista dello stato attuale della scienza e della tecnologia (responsabilità del prodotto)? Chiedi al tuo esperto di avvitatura per ottenere una consulenza.
E infine – un prerequisito assoluto per l’analisi dei giunti è l’adeguata qualifica del personale che esegue l’analisi. In caso contrario, l’analisi congiunta può portare a pericolosi errori di valutazione. Anche quando si utilizzano fornitori di servizi appropriati in questo settore, si dovrebbe sempre chiedere di vedere ed esaminare criticamente prove appropriate della qualifica e dell’esperienza del personale che esegue l’analisi.
