
Malheureusement, vous n’obtenez souvent que des réponses vagues ou peu claires aux questions supposées les plus simples. Liberté – la Newsletter de SCS Concept traite donc dans ce numéro du sujet de l’étalonnage et des questions les plus importantes et surtout des réponses à ce domaine spécialisé. L’accent est bien sûr mis sur la technologie de vissage industrielle.
En bref, l’étalonnage peut être décrit comme une comparaison entre un instrument/transducteur testé et une référence/étalon. Les principaux objectifs sont :
- Détermination et documentation de l’écart entre la référence et l’objet à tester.
- ajustement, si nécessaire, pour minimiser l’écart détecté
- confirmation de la conformité à des spécifications définies ou à des exigences de directives ou de normes
- Preuve de traçabilité métrologique
Si vous voulez savoir exactement, vous devriez consulter la Publication 200 du Joint Committee for Guides in Metrology (JCGM) – elle est aussi mieux connue sous le nom de VIM (Vocabulaire international de métrologie), le dictionnaire international de métrologie. Vous y trouverez la définition exacte sous la section 2.39 – ce qui ne facilite pas nécessairement les choses immédiatement. Celui-ci peut être téléchargé gratuitement directement auprès du JCGM ou acheté en tant que Guide ISO/CEI 99 auprès de vos éditeurs de normes de confiance.
Les mesures sont une partie élémentaire de l’assurance qualité (par exemple, analyse des processus, surveillance des processus, contrôle des processus, contrôle de la qualité, contrôle des pièces du fournisseur, documentation des données et des résultats de serrage, surveillance des outils). Bien sûr, cela n’a de sens qu’avec une technologie de mesure dont l’exactitude est démontrée. Des étalonnages réguliers garantissent que l’équipement de mesure mesure correctement ! La traçabilité est lorsque la propriété d’un résultat de mesure peut être retracée à des références nationales ou internationales grâce à une chaîne ininterrompue d’étalonnages.
L’étalonnage est donc utilisé pour s’assurer que l’affichage de l’équipement de mesure utilisé a une relation connue et documentée avec une référence internationale pour l’unité de mesure utilisée. L’objectif ici est que, peu importe qui (par exemple client ou fournisseur) partout dans le monde, des résultats comparables soient obtenus. Ceci est particulièrement important chaque fois que des contrats et/ou la sécurité sont impliqués. Pour que cela fonctionne, il faut s’assurer que la “précision”, ou plutôt l’incertitude de mesure qui se produit, est connue et a été correctement documentée. Un certain degré « d’imprécision » ou d’incertitude de mesure est inévitable.
Le choix de l’appareil de mesure pour une tâche de mesure dépend de la tolérance admissible de l’éprouvette (par exemple, outil de serrage, méthode d’évaluation d’une trace de couple résiduel pour l’essai de capabilité du procédé). Si la tolérance est très grande, un appareil de mesure très simple ou avec une incertitude de mesure plus élevée suffit. Si la tolérance est très serrée, un équipement de mesure très précis doit être utilisé. La règle d’or aide à ce stade dans la sélection d’un appareil de mesure approprié. La largeur du champ de tolérance est divisée par 10, dans le cas le plus extrême par 5, puis on sélectionne une référence dont l’incertitude de mesure est légèrement inférieure à la valeur calculée.
Pour garantir la confiance dans les étalonnages, il est important de suivre la « règle d’or de la métrologie ». La figure 1 montre la même relation en prenant l’exemple d’instruments de mesure par rapport à leurs références.
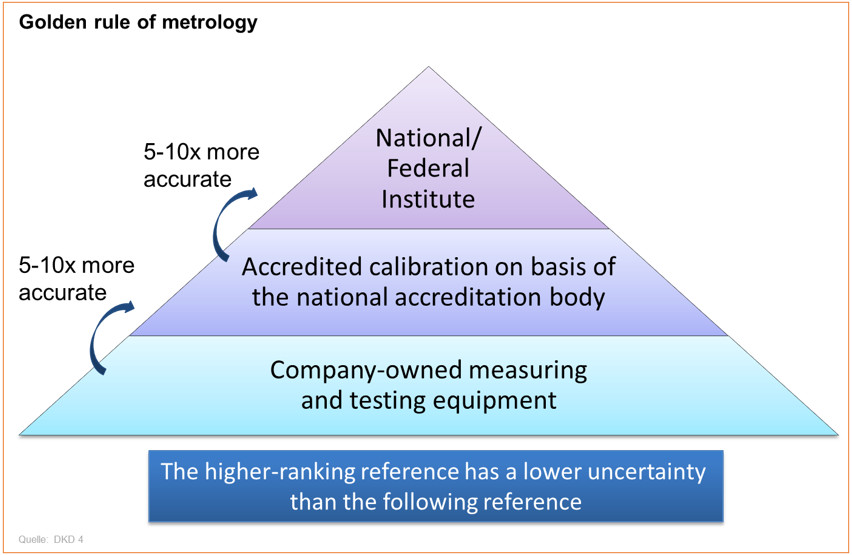 Figure 1 : Règle d’or de la métrologie. La traçabilité décrit un processus par lequel une valeur mesurée peut être comparée à la référence nationale ou internationale via une ou plusieurs étapes. Au sein de la hiérarchie d’étalonnage, la précision diminue inévitablement vers le bas.
Figure 1 : Règle d’or de la métrologie. La traçabilité décrit un processus par lequel une valeur mesurée peut être comparée à la référence nationale ou internationale via une ou plusieurs étapes. Au sein de la hiérarchie d’étalonnage, la précision diminue inévitablement vers le bas.
Pour mieux comprendre le principe de traçabilité, la comparaison avec un arbre fort est utile. Cela peut également être vu immédiatement comme synonyme de la force de confiance dans un étalonnage, comme le montre la figure 2.
 Figure 2 : La traçabilité signifie également que la valeur mesurée affichée peut être liée à la référence nationale ou internationale.
Figure 2 : La traçabilité signifie également que la valeur mesurée affichée peut être liée à la référence nationale ou internationale.
Cependant, le dernier point et peut-être même le plus important pour la métrologie ou la traçabilité métrologique qui est la preuve de la compétence du laboratoire d’étalonnage. Après tout, pratiquement tout le monde peut calibrer. Mais feriez-vous confiance à quelqu’un pour pouvoir calibrer des instruments de mesure dont dépendent le succès économique ou technique de votre travail, la sécurité et la santé des personnes – pour que tout le monde vous croie ? Certainement pas. C’est pourquoi une attention particulière est portée à la compétence et à la preuve de compétence du personnel d’étalonnage en matière de traçabilité. C’est pourquoi les normes de management de la qualité telles que l’ISO 9001 renvoient également à l’ISO 10012 au sujet des exigences pour les systèmes de management de la mesure, qui elle-même exige à juste titre des qualifications très spécifiques pour le personnel employé (voir, par exemple, les sections 6.1.2 ou 6.4) .
Cette norme est la norme valable dans le monde entier pour l’accréditation des laboratoires dans le domaine des essais et de l’étalonnage. Elle spécifie les exigences générales de compétence, d’impartialité et d’uniformité de fonctionnement des laboratoires et s’applique à toutes les organisations exerçant des activités de laboratoire. Il a été développé dans le but de promouvoir la confiance dans le travail des laboratoires. En bref, l’accréditation est le test gouvernemental des auditeurs. Les accréditations des autorités nationales telles que NIST, COFRAC, ACCREDIA, UKAS, DAkkS, etc. sont internationalement reconnues par des accords et des traités de réciprocité – tout comme les certificats et rapports des organismes accrédités dans leurs domaines respectifs. Cette approche élimine les barrières commerciales et est d’une importance pour l’industrie d’exportation qui ne peut guère être sous-estimée. (voir notrenewsletter “ILAC et la reconnaissance internationale des certificats d’étalonnage”)
 Figure 3 : Voici les cinq exigences essentielles pour assurer la traçabilité à l’échelle internationale – afin que votre confiance et celle de tous soient justifiées.
Figure 3 : Voici les cinq exigences essentielles pour assurer la traçabilité à l’échelle internationale – afin que votre confiance et celle de tous soient justifiées.
En un mot – parce que les équipements de mesure, les appareils de mesure, les équipements de test changent. Les trois principales raisons à cela sont présentées dans la figure 4 suivante.
 Figure 4 : Les instruments de mesure sont susceptibles d’être modifiés. Le réétalonnage est donc également une exigence de base de l’assurance qualité continue, voir par exemple ISO 9001:2015 section 7.1.5.
Figure 4 : Les instruments de mesure sont susceptibles d’être modifiés. Le réétalonnage est donc également une exigence de base de l’assurance qualité continue, voir par exemple ISO 9001:2015 section 7.1.5.
À cette fin, une information importante du Guide ILAC-G24:2007 / OIML D 10 de 2007 est donnée à l’avance, selon laquelle ILAC et OIML sont les deux principales organisations internationales d’organismes d’accréditation.
“La soi-disant” intuition d’ingénierie “qui fixe les intervalles d’étalonnage initiaux, et un système qui maintient des intervalles fixes sans examen, ne sont pas considérés comme suffisamment fiables et ne sont donc pas recommandés.”
Heureusement, ce document ne laisse pas le lecteur seul face à la question de savoir quels critères peuvent désormais être utilisés pour déterminer la durée entre les étalonnages et les tests, et énumère donc les facteurs les plus importants comme suit :
- L’incertitude de mesure requise ou déclarée ;
- le risque qu’un appareil de mesure dépasse les limites de l’écart maximal admissible lors de son utilisation ; par exemple, l’appareil de mesure remplit tout juste les exigences qui lui sont imposées à un intervalle d’étalonnage plus court, ou l’appareil de mesure dépasse les exigences qui lui sont imposées plusieurs fois sur un intervalle d’étalonnage plus long est concevable ;
- Les coûts des mesures correctives nécessaires, s’il s’avère que l’appareil n’était pas adapté sur une longue période de temps ;
- Type d’appareil ;
- Tendance à l’usure et à la dérive ;
- Recommandation du fabricant ;
- Étendue et gravité de l’utilisation ;
- Conditions environnementales (conditions climatiques, vibrations, rayonnements ionisants, etc.) ;
- Données de tendance obtenues à partir des enregistrements d’étalonnage précédents ;
- Registres de maintenance et d’entretien ;
- Fréquence des recoupements avec d’autres étalons de référence ou instruments de mesure ;
- Fréquence et qualité des contre-vérifications intermédiaires ;
- Modalités de transport et dangers ; et
- Niveau de formation des opérateurs.
Une sélection de méthodes de vérification des intervalles d’étalonnage est également présentée. Le document complet « Lignes directrices pour la détermination des intervalles d’étalonnage des instruments de mesure » peut également être téléchargé gratuitement à partir de la page d’accueil de l’OIML (lien).
La vérification, comme on peut le lire dans la section 3.8.12 de la norme ISO 9000:2015, n’est pas une alternative équivalente à l’étalonnage lorsqu’il s’agit de prouver l’adéquation et d’assurer la traçabilité. La vérification ne peut être acceptée que comme une « vérification » de routine rapide de l’équipement de mesure. Des processus techniquement corrects, des équipements de mesure performants et une qualification appropriée du personnel exécutant le travail sont également une exigence fondamentale ici.
De la même manière que les outils de serrage doivent être réglés ou paramétrés avec précision pour un assemblage spécifique avant d’être utilisés et que leur capacité doit ensuite être prouvée sous la forme d’un test de capacité machine basé sur l’assemblage, il en va de même pour les instruments de mesure. En règle générale, l’étalonnage ne fournit une preuve de capacité que sur l’ensemble de la plage de mesure, par exemple sur la base des spécifications du fabricant. L’application de l’appareil de mesure n’est pas prise en compte ici – qui est cependant obligatoire (voir également ISO 9000 section 3.5.6 note 2 : Une confirmation métrologique n’est obtenue que lorsque l’adéquation de l’appareil de mesure à l’application prévue est indiquée et documentée ). C’est pourquoi une capacité d’équipement de mesure (MEC) est requise, qui, dans le cas d’une clé dynamométrique/angle électronique pour la tâche de mesure de l’étude de capabilité du processus (PCT), est de démontrer une capacité statistique de l’équipement de mesure, par exemple pour 5° avec une tolérance de +-2°. A cet effet, un Cg/Cgk de >1,33 doit alors être démontré en utilisant les inserts d’outils utilisés, bien sûr. Et si l’on se souvient de la règle d’or de la métrologie, cela signifie, en effet, 2°/10. Au final, bien sûr, il reste un besoin d’une MSA (analyse du système de mesure), qui doit ensuite être réalisée par l’utilisateur.
 Figure 5 : En règle générale, l’étalonnage est simplement une vérification de l’incertitude de mesure sur la plage de mesure spécifiée par le fabricant à des points de mesure spécifiés dans des conditions spécifiées en laboratoire. Celles-ci peuvent et seront généralement très différentes de l’application réelle. Les utilisateurs doivent donc, de manière sensée, prouver une capacité d’équipement de mesure et une analyse du système de mesure. Dans les cases noires, vous trouverez des informations sur qui et quand les différentes vérifications doivent être effectuées.
Figure 5 : En règle générale, l’étalonnage est simplement une vérification de l’incertitude de mesure sur la plage de mesure spécifiée par le fabricant à des points de mesure spécifiés dans des conditions spécifiées en laboratoire. Celles-ci peuvent et seront généralement très différentes de l’application réelle. Les utilisateurs doivent donc, de manière sensée, prouver une capacité d’équipement de mesure et une analyse du système de mesure. Dans les cases noires, vous trouverez des informations sur qui et quand les différentes vérifications doivent être effectuées.
Êtes vous curieux?
Ont-ils d’autres questions ?
Avez-vous des défis particuliers?
Chez SCS Concept, nous sommes là pour vous – pas seulement en matière d’étalonnage, de traçabilité, de capacité des équipements de mesure – nous sommes votre partenaire pour toutes les questions concernant la technologie de vissage.
