

El apriete de una junta es una operación menos trivial que lo que se pueda pensar. El apriete de un tornillo a un par nominal por sí mismo no garantiza un apriete apropiado estable con el tiempo. La fuerza que sostiene juntas las dos piezas es la precarga dentro de la junta. La precarga alarga el tornillo, y es la única fuerza que impide que la junta se desenrosque:

Detrás de un apriete aparentemente óptimo, hay varios asuntos que podrían llevar a que la junta se afloje o se rompa:
- Desalineación entre el tornillo y la junta
- Excesivo rozamiento
- Orifico obstruido
- Relajación excesiva de la junta
- Junta empernada con el par incorrecto
- Tornillo incorrecto
- Error del operario
- Problema con el atornillador o llave utilizados para el apriete
¿Cómo es posible asegurar la calidad de los aprietes a lo largo de una línea de producción?
Para apretar un acoplamiento se necesita:
- Conocer la característica de par/ángulo de la junta
- Estudiar la mecánica de la junta
- Utilizar un atornillador o llave que proporcione una correcta estrategia de apriete
- Implementar un sistema de control de calidad, comprobar la calidad del apriete al final del proceso de ensamblaje
Además, en los aprietes críticos a lo largo de las líneas de producción el apriete debe ser “certificado”. La operación de apriete se debe ejecutar con un instrumento calibrado, y los parámetros de apriete se deben seguir, asociados con la pieza de producción y almacenar en una base de datos.
APRIETE CON UNA LLAVE DINAMOMÉTRICA DE CLIC
El apriete de una junta con una llave dinamométrica de clic es el método menos preciso y más peligroso.
La llave dinamométrica de clic no proporciona una lectura del par, y el par final es influido por el uso de la llave dinamométrica de clic por el operario. El riesgo de exceso par es particularmente alto, y es imposible asegurar la repetibilidad de la operación.

Finalmente, el valor de par aplicado se puede alterar por un manejo incorrecto del operario:

APRIETE SIN CONTROL DE PAR
El apriete de una junta con un atornillador sin control de par (atornilladores eléctricos, hidráulicos o de impulsos), el par es más repetible que utilizando una llave dinamométrica de clic. El apriete ya no es influido por el operario, y la precisión del valor de par aplicado depende de la repetibilidad de la herramienta.
Este sistema todavía no proporciona evidencia de que el apriete haya tenido éxito o no.
APRIETE CON PAR CONTROLADO
Utilizar una herramienta (llave electrónica de par o atornillador con control de par) que mide el par es un primer paso hacia una operación de apriete correcta y “certificada”.
El operario lee el par aplicado a la junta e inmediatamente se da cuenta de si el apriete ha terminado correctamente.
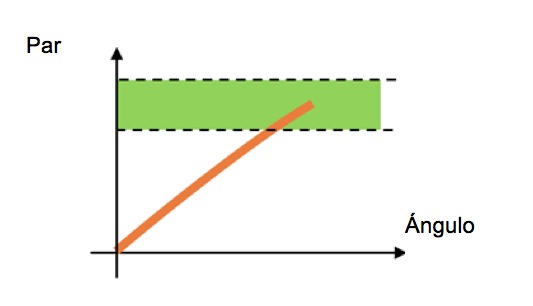
Aplicar el valor de par deseado es necesario pero no suficiente para asegurar que la junta está libre de problemas. En el ejemplo mostrado más adelante, se alcanza el valor de par deseado, pero la unión no se sujeta de ninguna manera ya que el tornillo sella en la rosca:

APRIETE CON PAR Y ÁNGULO CONTROLADOS
Si durante la operación de apriete, se aplica par también monitorizando el ángulo de rotación, se puede asegurar la calidad del apriete ya que el tornillo se apretó y alargó correctamente.
Añadir el parámetro del ángulo al apriete estrecha la zona de aceptación, eliminando problemas tales como el mostrado en el ejemplo anterior:
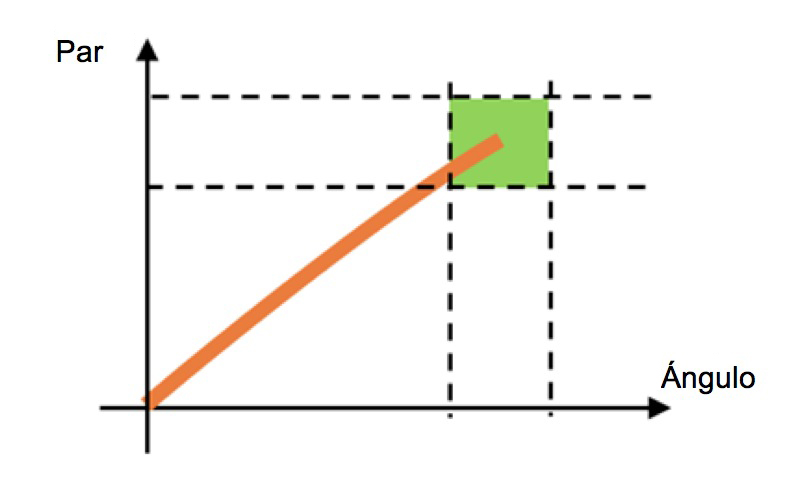
Un tornillo alargado correctamente genera la precarga que sostiene la junta.
Para lograr un apriete con control de par y ángulo se requiere una llave electrónica de par equipada con un giroscopio, o un atornillador electrónico con control de par y ángulo.
Estas herramientas típicamente pueden exportar y transferir valores de par a una base de datos para trazabilidad de datos.

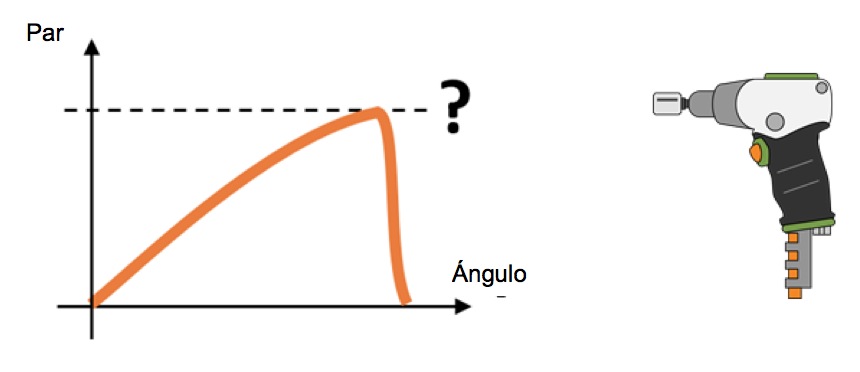
APRIETE EN PAR MÁS ÁNGULO
En algunas aplicaciones (por ejemplo aprietes críticos en el ensamblaje de coches), se desea garantizar que el apriete ha superado el punto de límite elástico del tornillo. Para soportar eso, la característica de par/ángulo debe tener suficiente área más allá del punto de límite elástico, para evitar la rotura. Se utilizan tornillos dedicados, con un diseño mecánico que permite una mayor elongación del propio tornillo.
Se espera que esta estrategia de apriete alcance un cierto valor de par, para continuar luego monitorizando la rotación del tornillo hasta el valor deseado.

Para lograr un apriete de par más ángulo, la llave electrónica de par o atornillador deben estar equipados con esta estrategia específica.
APRIETE A LÍMITE ELÁSTICO
En general, el par objetivo de apriete se establece por debajo del punto de límite elástico. Algunos aprietes (por ejemplo aprietes críticos en el ensamblaje de coches) se llevan a cabo exactamente en el punto de límite elástico. Esta estrategia de apriete da el máximo efecto de resorte del tornillo al proporcionar una precarga mayor en la unión, y un menor riesgo de desenroscarse. El acoplamiento se debe diseñar para funcionar en estas condiciones.

Para lograr un apriete al punto de límite elástico, la llave electrónica de par o el atornillador se deben equipar con un algoritmo para reconocimiento automático del punto de límite elástico.
COMPROBACIÓN DE PAR RESIDUAL
El apriete apropiado de una unión es una etapa obligatoria en un proceso de producción.
Independientemente de la estrategia de apriete, hay una última etapa que es necesario realizar para un control de calidad completo en una línea de producción: la medición del par residual.
Elegir la estrategia de apriete correcta asegura que la junta se ha enroscado según la especificación, pero lo que ocurre en la unión cuando se ha completado el apriete sigue desconocido.
¿Cuánto de la precarga aplicada queda todavía dentro de la unión después del proceso de producción?

