
Desafortunadamente, a menudo solo se obtienen respuestas vagas o poco claras a las preguntas supuestamente más simples. Freedom: el SCS Concept Newsletter, por lo tanto, trata en este número el tema de la calibración y las preguntas más importantes y, sobre todo, las respuestas a esta área especializada. La atención se centra, por supuesto, en la tecnología de apriete industrial.
Brevemente, la calibración se puede describir como una comparación entre un instrumento/transductor bajo prueba y una referencia/estándar. Los objetivos principales son:
- Determinación y documentación de la desviación entre la referencia y el objeto de prueba.
- ajuste, si es necesario, para minimizar la desviación detectada
- confirmación de la conformidad con las especificaciones definidas o con los requisitos de las directivas o normas
- Prueba de trazabilidad metrológica
Si quiere saber exactamente, debe consultar la Publicación 200 del Comité Conjunto de Guías de Metrología (JCGM), también conocido como VIM (Vocabulaire international de métrologie), el diccionario internacional de metrología. Allí encontrará la definición exacta en la sección 2.39, lo que no necesariamente lo hace más fácil de inmediato. Puede descargarlo de forma gratuita directamente desde el JCGM o comprarlo como la Guía 99 de ISO/IEC a sus editores de normas de confianza.
Las mediciones son una parte elemental del aseguramiento de la calidad (por ejemplo, análisis de procesos, monitoreo de procesos, control de procesos, control de calidad, control de piezas de proveedores, documentación de datos y resultados de apriete, monitoreo de herramientas). Por supuesto, esto solo tiene sentido con una tecnología de medición demostrablemente correcta. ¡Las calibraciones regulares aseguran que el equipo de medición mida correctamente! La trazabilidad es cuando la propiedad de un resultado de medición se puede rastrear hasta referencias nacionales o internacionales a través de una cadena ininterrumpida de calibraciones.
Por lo tanto, la calibración se utiliza para garantizar que la visualización del equipo de medición utilizado tenga una relación conocida y documentada con una referencia internacional para la unidad de medida utilizada. El objetivo aquí es que no importa quién (por ejemplo, cliente o proveedor) en cualquier parte del mundo, se obtengan resultados comparables. Esto es de particular importancia cuando se trata de contratos y/o seguridad. Para que esto funcione, se debe asegurar que la “exactitud”, o más bien la incertidumbre de medición que se produce, se conoce y se ha documentado adecuadamente. Un cierto grado de “inexactitud” o incertidumbre de medición es inevitable.
La selección del dispositivo de medición para una tarea de medición depende de la tolerancia admisible de la muestra de prueba (p. ej., herramienta de apriete, método de evaluación de una traza de par residual para la prueba de capacidad del proceso). Si la tolerancia es muy grande, es suficiente un dispositivo de medición muy simple o uno con una mayor incertidumbre de medición. Si la tolerancia es muy estrecha, se debe utilizar un equipo de medición muy preciso. La regla de oro ayuda en este punto en la selección de un dispositivo de medición adecuado. El ancho del campo de tolerancia se divide por 10, en el caso más extremo por 5, y luego se selecciona una referencia cuya incertidumbre de medición es ligeramente menor que el valor calculado.
Una parte importante para garantizar la confianza en las calibraciones es seguir la “Regla de oro de la metrología”. La figura 1 muestra la misma relación utilizando el ejemplo de los instrumentos de medida en relación con sus referencias.
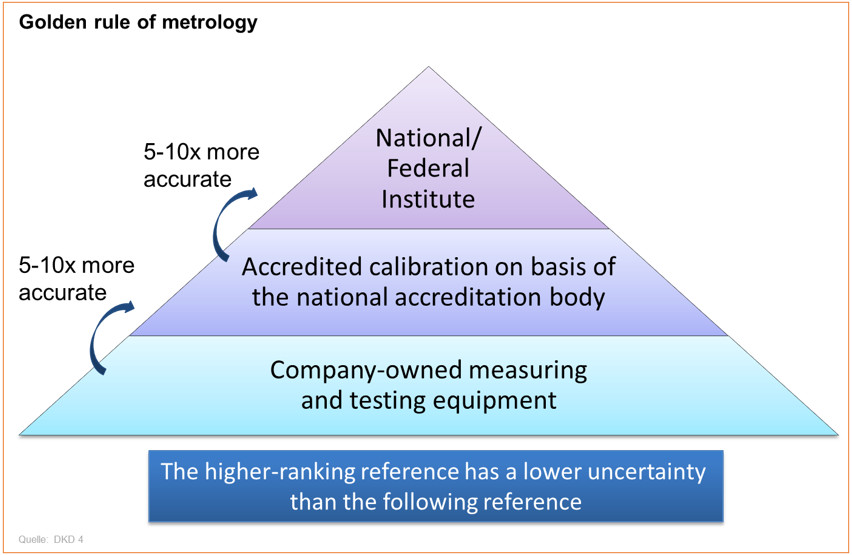
Figura 1: Regla de oro de la metrología. La trazabilidad describe un proceso mediante el cual un valor medido se puede comparar con la referencia nacional o internacional a través de uno o más pasos. Dentro de la jerarquía de calibración, la precisión inevitablemente disminuye hacia abajo.
Para tener una mejor idea del principio de trazabilidad, la comparación con un árbol fuerte es útil. Esto también puede verse inmediatamente como un sinónimo de la fuerza de la confianza en una calibración, como se muestra en la figura 2.
 Figura 2: La trazabilidad también significa que el valor medido mostrado puede relacionarse con la referencia nacional o internacional.
Figura 2: La trazabilidad también significa que el valor medido mostrado puede relacionarse con la referencia nacional o internacional.
Sin embargo, el último punto y quizás el más importante para la trazabilidad metrológica o metrológica es la prueba de la competencia del laboratorio de calibración. Después de todo, prácticamente cualquiera puede calibrar. Pero, ¿confiarías en alguien para poder calibrar los instrumentos de medición de los que depende el éxito económico o técnico de tu trabajo, la seguridad y la salud de las personas, para que todo el mundo te crea? Ciertamente no. Es por eso que se presta especial atención a la competencia y prueba de competencia del personal de calibración cuando se trata de trazabilidad. Es por ello que las normas de gestión de la calidad como la ISO 9001 también remiten a la ISO 10012 en el tema de los requisitos para los sistemas de gestión de las mediciones, que a su vez exige con razón una cualificación muy específica del personal empleado (ver, por ejemplo, los apartados 6.1.2 o 6.4). .
Este estándar es el estándar válido a nivel mundial para la acreditación de laboratorios en el campo de las pruebas y la calibración. Especifica los requisitos generales de competencia, imparcialidad y funcionamiento uniforme de los laboratorios y se aplica a todas las organizaciones que realizan actividades de laboratorio. Fue desarrollado con el objetivo de promover la confianza en el trabajo de los laboratorios. En resumen, la acreditación es la prueba gubernamental de los auditores. Las acreditaciones de autoridades nacionales como NIST, COFRAC, ACCREDIA, UKAS, DAkkS, etc. son reconocidas internacionalmente a través de acuerdos y tratados de reciprocidad, al igual que los certificados e informes de los organismos acreditados en sus respectivos ámbitos. Este enfoque elimina las barreras comerciales y tiene una importancia para la industria de exportación que difícilmente puede subestimarse. (ver nuestro boletín “ILAC y reconocimiento internacional de certificados de calibración”)

Figura 3: Estos son los cinco requisitos esenciales para garantizar la trazabilidad a nivel internacional, de modo que su confianza y la de todos estén justificadas.
En pocas palabras, porque los equipos de medición, los dispositivos de medición, los equipos de prueba cambian. Las tres razones principales de esto se muestran en la siguiente figura 4.
Figura 4: Los instrumentos de medición están sujetos a cambios. Por lo tanto, la recalibración también es un requisito básico de la garantía de calidad continua; consulte, por ejemplo, la norma ISO 9001:2015, sección 7.1.5.
Para ello, se adelanta un dato importante de la Guía ILAC-G24:2007 / OIML D 10 de 2007, en el que ILACyOIML son las dos principales organizaciones internacionales de organismos de acreditación.
„La llamada “intuición de ingeniería” que fijó los intervalos de calibración iniciales, y un sistema que mantiene intervalos fijos sin revisión, no se consideran suficientemente confiables y, por lo tanto, no se recomiendan”.
Afortunadamente, este documento no deja al lector solo con la pregunta de qué criterios se pueden usar ahora para determinar el tiempo entre calibraciones y pruebas y, por lo tanto, enumera los factores más importantes de la siguiente manera:
- La incertidumbre de medición requerida o declarada;
- el riesgo de que un dispositivo de medición exceda los límites de la desviación máxima permitida durante el uso; por ejemplo, el dispositivo de medición solo cumple los requisitos que se le imponen, un intervalo de calibración más corto, o el dispositivo de medición supera los requisitos que se le imponen muchas veces durante un intervalo de calibración más largo es concebible;
- Costos de las medidas correctivas necesarias, si resulta que el dispositivo no fue adecuado durante un período de tiempo más largo;
- tipo de dispositivo;
- Tendencia al desgaste y la deriva;
- recomendación del fabricante;
- Alcance y severidad del uso;
- Condiciones ambientales (condiciones climáticas, vibración, radiación ionizante, etc.);
- Datos de tendencia obtenidos de registros de calibración anteriores;
- Registros de mantenimiento y servicio;
- Frecuencia de verificación cruzada con otros estándares de referencia o instrumentos de medición;
- frecuencia y calidad de los controles cruzados intermedios;
- Arreglos de transporte y peligros;
- Nivel de formación del operador.
También se presenta una selección de métodos para comprobar los intervalos de calibración. El documento completo “Directrices para la determinación de los intervalos de calibración de los instrumentos de medición” también se puede descargar de forma gratuita desde la página de inicio de la OIML (Enlace).
La verificación, como se puede leer en la sección 3.8.12 de la norma ISO 9000:2015, no es una alternativa equivalente a la calibración cuando se trata de demostrar la idoneidad y garantizar la trazabilidad. La verificación solo puede aceptarse como una “comprobación” rápida y rutinaria del equipo de medición. Los procesos técnicamente correctos, el equipo de medición capaz y la calificación adecuada del personal que realiza el trabajo también son un requisito básico aquí.
De la misma manera que las herramientas de apriete deben ajustarse o parametrizarse con precisión para una junta específica antes de su uso y luego su capacidad debe probarse en forma de una prueba de capacidad de la máquina basada en juntas, lo mismo se aplica a los instrumentos de medición. Por regla general, la calibración solo proporciona una prueba de capacidad en todo el rango de medición, p. ej., sobre la base de las especificaciones del fabricante. La aplicación del dispositivo de medición no se considera aquí, que, sin embargo, es obligatoria (consulte también ISO 9000, sección 3.5.6, nota 2: una confirmación metrológica solo se logra cuando se declara y documenta la idoneidad del dispositivo de medición para la aplicación prevista). ). Es por esto que se requiere una capacidad de equipo de medición (MEC), que en el caso de una llave dinamométrica/dinamométrica electrónica para la tarea de medición del estudio de capacidad del proceso (PCT) es demostrar una capacidad estadística del equipo de medición, por ejemplo, para 5° con una tolerancia de +-2°. Para este propósito, se debe demostrar un Cg/Cgk de > 1.33 utilizando las inserciones de herramientas utilizadas, por supuesto. Y si recordamos la regla de oro de la metrología, eso significa, en efecto, 2°/10. Al final, por supuesto, todavía existe la necesidad de un MSA (análisis del sistema de medición), que luego debe ser realizado por el usuario.

Figura 5: Como regla general, la calibración es simplemente una verificación de la incertidumbre de medición en el rango de medición especificado por el fabricante en puntos de medición específicos bajo condiciones específicas en el laboratorio. Estos pueden diferir y por lo general serán significativamente diferentes de la aplicación real. Por lo tanto, los usuarios deben, de manera sensata, probar la capacidad de un equipo de medición y un análisis del sistema de medición. En los recuadros negros encontrará información sobre quién y cuándo se deben realizar las distintas verificaciones.
¿Eres curioso?
¿Tienen más preguntas?
¿Tienes desafíos especiales?
En SCS Concept estamos a su disposición, no solo en lo que respecta a la calibración, la trazabilidad y la capacidad del equipo de medición, somos su socio para todas las preguntas relacionadas con la tecnología de apriete.
