
Reference to the current standard, which will be updated by version 2017-Part 1
FIELD OF APPLICATION
Static calibration of manual torque tools used for controlled tightening.
The standard applies to the torque tools listed below, in particular to wrenches with dial indicator dial and click type wrenches
Classification
 Prerequisites
Prerequisites
• The uncertainty of measurement of the calibration device must be less than ±1% of the reading.
• Type I torque tools shall be loaded on the calibration device with increasing force until the torque tool indicates its torque value
• Type II setting torque tools shall be loaded on the calibration device with increasing force up to approximately 80% of their specified torque value. From the 80% value up to the final set torque value, the load must be applied slowly and evenly over a period of 0.5 s to 4 s
Orientation of the calibration device
• Informations on the orientation depending on the calibration axis
Before calibration, it must be ensured that:
• For dial indicating tools, Type I: a preload up to the maximum value in the operating direction to be tested has been performed prior to testing and after the load has been released, the indicator or electronic indication has been set to “0”. For tests in any other operating direction, this procedure shall be repeated
• For setting torque tools, Type II: five loads were performed and released without measurement at the maximum value (nominal capacity of the tool) in the operating direction to be tested prior to the tests. For tests in any other operating direction, this procedure shall be repeated
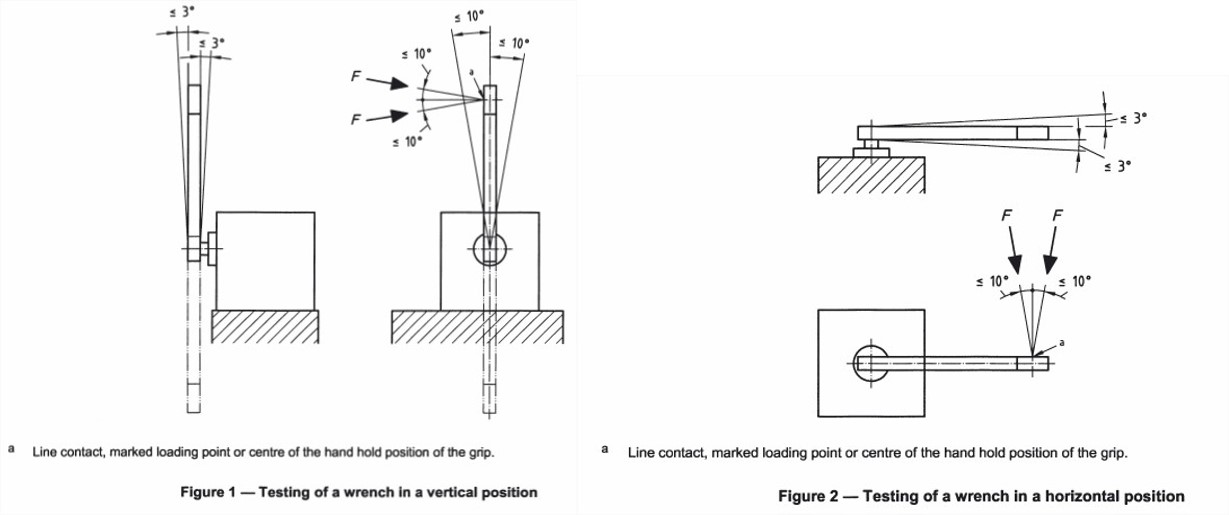
• The loading force is applied either to the centre of the handle or to the line indicating the point of application of the load
• For torque screwdrivers or torque wrenches with T-handle, the force is applied within the limits shown in the following figure:

Calibration sequence
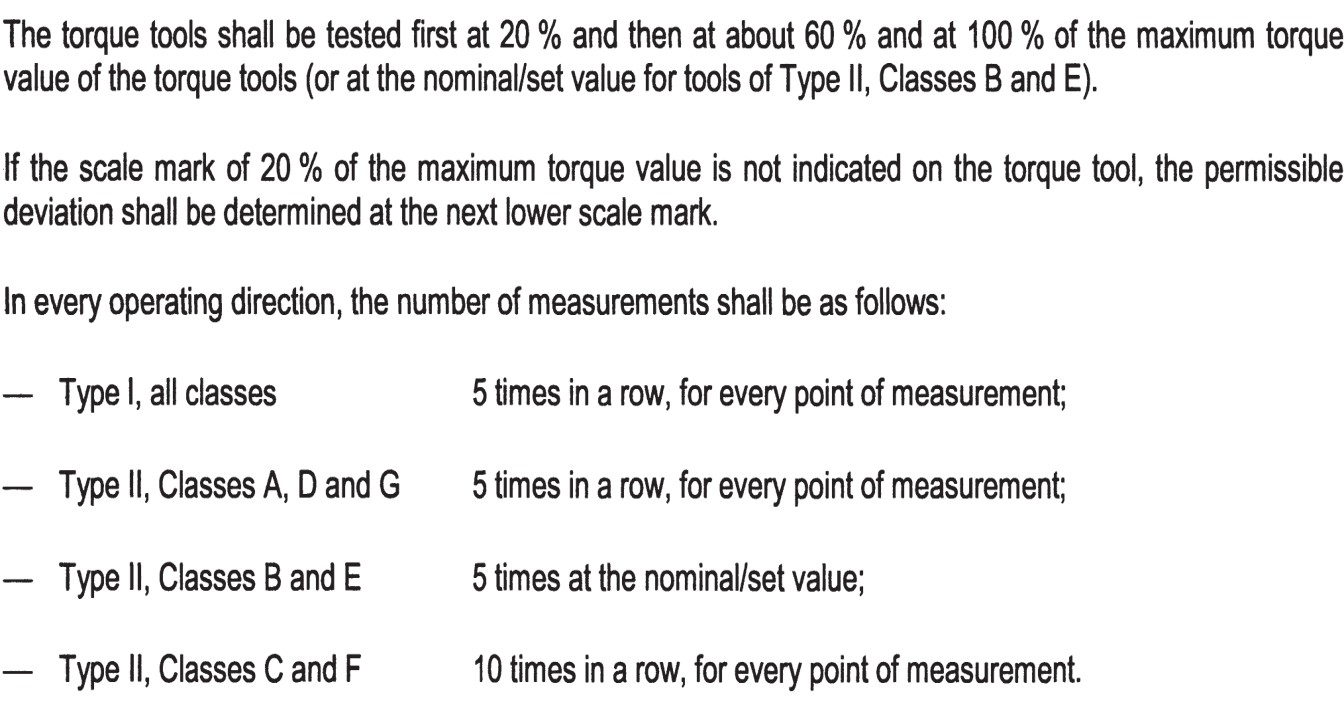
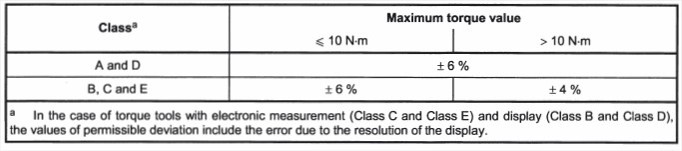
All readings shall be within the maximum tolerances given in the following tables and shall be recorded
Permissible deviations
• Type I:
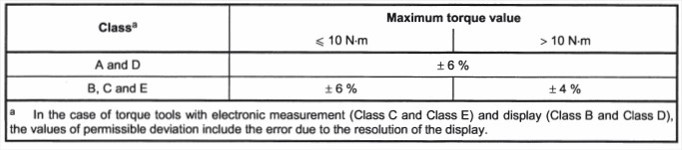
• Type II, classes A, B, D, E, G
• Type II, classes C and F

Evaluation of deviations
• The evaluation of deviations shall be made by the following formula:
 where:
where:
• As(%) is the calculated deviation of the torque tool;
• xa is the indicated value of the torque tool;
• xr is the reference value (determined by the calibration device)
Marking

Period of validity
• If the user does not use a control procedure, a period of 12 months or approximately 5 000 cycles may be used as an assigned value for the recalibration interval
• For the first recalibration the period of validity starts with the first use of the torque wrench by the user.
• The torque wrench shall be re-calibrated:
– if it has undergone an overload which is higher than that applied during the overload test
– after corrective maintenance has taken place; or
– after an improper operation which can have an influence on the metrological properties or the measurement uncertainty
• The new standard ISO 6789:2017 which will replace the previous edition 2003, is in two parts:

– Part I of the new standard follows the current standard and refers to a declaration of compliance with the current methods and limits
– Part II of the new standard, while maintaining the verification points at 20 – 60 – 100% of the capacity, defines the methods to be used to calculate the uncertainty of a torque wrench, following the equations adopted by DIN-DKD, but with a very high number of tests.
