
Warum eine Schraubfallanalyse und PFU (Prozessfähigkeitsuntersuchung) der Schraubverbindung für Produkthersteller erforderlich ist.
Fragt man in der Montage nach, ob und wie die Anwender Ihre Schraubverbindungen NACH dem Verschrauben prüfen, herrscht oft Verwunderung. Insbesondere, wenn bereits gesteuerte, überwachende und regelmäßig geprüfte Schraubsysteme zur Anwendung kommen. „Wir montieren hochpräzise und überwachen alle Parameter. Jedes Jahr werden unsere Werkzeuge geprüft! Warum sollen wir jetzt noch die Schraubverbindung prüfen? Die Werkzeuge zeigen stets korrekte Werte an.“
Ein Trugschluss und Quelle etlicher Qualitätsmängel und Regressforderungen im Zusammenhang mit Schraubverbindungen!
Warum die Schraubfallanalysen und stichprobenartige Durchführungen einer Prozessprüfung so sinnvoll ist, warum auch Normen und Richtlinien Sie konkret verlangen und wie die technischen Zusammenhänge sind, erfahren Sie im Folgenden.
Hintergrund
Die Prozessfähigkeitsuntersuchung (PFU) ist in der industriellen Fertigung das Mittel der Wahl, um die Langzeitstabilität der Produktion nachzuweisen. Wie die Prozess-FMEA oder die Maschinenfähigkeit (MFU) bei kritischen Schraubfällen ist die PFU für die Lebensdauer des Produktes plus 15 Jahre zu archivieren (zumindest in Deutschland). Sie ist Grundlage der Produkthaftung bzw. Produktsicherheit.
Der Hersteller oder Inverkehrbringer eines Produktes oder Teilproduktes muss gewährleisten, dass das Produkt sicher ist. Dazu ist er angehalten nach aktuellen Normen und Richtlinien oder zumindest gleichwertig zu produzieren. Dazu ist das Produkt konstruktiv so auszuführen, dass es unter Verwendungszweck bei der Anwendung nicht zum Schaden von Leib, Leben und Umwelt kommen kann. Und Produkte, die halten was sie versprechen sind für Kunden ihren Preis wert und sichern Herstellern ihren wirtschaftlichen Erfolg.
Runtergebrochen auf eine Schraubverbindung bedeutet dies, dass mit der Verschraubung eine Funktion sichergestellt werden muss. Diese Auslegung erfolgt in der Regel durch die Konstruktionsabteilung, die den speziellen Lastfall, die Funktion und die Risiken der Schraubverbindung vorab bestimmt. Im Idealfall legt die Konstruktion Strategie, Werkzeugtechnologie und Anzugsparameter fest, mit denen die Werker später in Serie arbeiten.
Noch immer finden sich in Konstruktionszeichnungen meist als einzige Anzugsvorgabe ein Drehmomentwert mit Toleranz. Diesen Drehmomentwert in der Montage zu erreichen auf der Schraubverbindung reicht aber definitiv nicht aus, um eine korrekte Schraubverbindung sicherzustellen.
Warum? Eine der wichtigsten Funktionen einer Schraubverbindung ist, zwei oder mehr Teile so zu fügen, dass sie sich danach verhalten wie ein einziges Bauteil. Dies gilt auch unter Betriebsbelastungen und über die gesamte zugedachte Lebensdauer des Gesamt- oder Teilsystems. Die dafür eigentlich von Konstruktion definierte, notwendige Mindestklemmkraft muss während der gesamten Nutzungsdauer erhalten bleiben.

Abbildung 1: Prinzipdarstellung Schraubenverbindung
Dazu werden meist hochfeste Schrauben benutzt. Deren Besonderheit ist, dass sie sich, wenn entsprechend angezogen, wie Zugfedern unter Last verhalten. Sie wollen sich wieder zusammenziehen und in ihren Ausgangszustand zurückkehren. Wenn dort nun Bauteile dazwischen liegen, werden diese zusammengedrückt. Abhängig von der Vorspannkraft, die in der Schraube eben häufig über Drehmoment eingebracht wird, werden die Bauteile mehr oder weniger stark zusammengedrückt, was zwischen den Bauteilen und dem Schraubenkopf/der Mutter in Klemmkraft resultiert. Soweit, nur sehr vereinfacht und in aller Kürze, die bekannten Prinzipien von hochfesten, vorgespannten Schraubverbindungen.
Verifizierung von Montagevorgaben und Justage von Schraubern
Jetzt muss man noch nachweisen, dass das eingebrachte Montagedrehmoment wirklich zum gewünschten Ziel führte. „Aber dafür habe ich doch das Drehmoment meiner Werkzeuge sichergestellt – das muss doch reichen!“, mag mancher erwidern. Wie man aber schon aus den vorangegangenen Ausführungen entnehmen kann, ist Drehmoment wirklich nur eine Hilfsgröße für das, was wirklich erzielt werden soll, um nicht zu sagen, eine Krücke. Zum Beleg hier einige plakativ dargestellte Beispiele. Bei einem Gewindefresser würde man ohne weitere Kontrolle wohl das Zieldrehmoment bei der Montage erreichen können, aber auch die nötige Vorspannkraft? Ein anderes Beispiel: Ob ich 50 N∙m immer wieder nachratschend mit einem Handschlüssel aufbringe oder mit einem Hochgeschwindigkeitsschraubsystem mit deutlich über 1000 U/min, macht einen wesentlichen Unterschied. Das gemessene oder zumindest angezeigte Drehmoment der Werkzeuge mag identisch sein, die erzielte Klemmkraft, vor allem nach Abklingen der ersten Setzerscheinungen, im Bauteil aber sicherlich nicht. Beim Thema Drehzahl kommt sofort auch ihr Einfluss auf die Reibung mit ins Spiel – denn Reibung vernascht Drehmoment zum Frühstück. Und so weiter und so fort. Drehmoment ist, wie gesagt, eine Krücke, mit der wir aber schon recht lange gut leben.
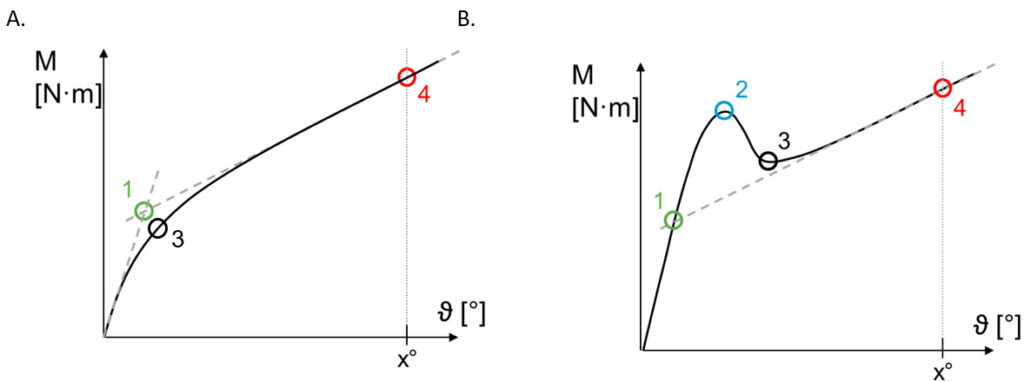
Aufgrund der Natur der Drehmomentmontage, sozusagen als „indirektes“ Verfahren, empfehlen Berechnungsstandards (z.B. VDI 2230-1, Abschnitt 1 und 5.4.3.2), ebenso wie erfahrene Schraubtechnikpraktiker-/innen etwaige Berechnungsergebnisse durch Schraubfallanalysen zu verifizieren. Diese Versuche sollten, so weit als möglich, an Real- bzw. Serienbauteilen, unter den voraussichtlichen Bedingungen der Produktion, durchgeführt werden. Zu den zu erwartenden Produktionsbedingungen gehört beispielsweise auch die Schraubwerkzeugart und dessen Einstellungen, sowie Montagehilfsmittel (z.B. die spezifischen Steckschlüssel). Bei diesen grundlegenden Versuchen soll ermittelt werden, ob das installierte Drehmoment auch wirklich zur gewünschten Vorspannkraft, respektive Klemmkraft geführt hat.
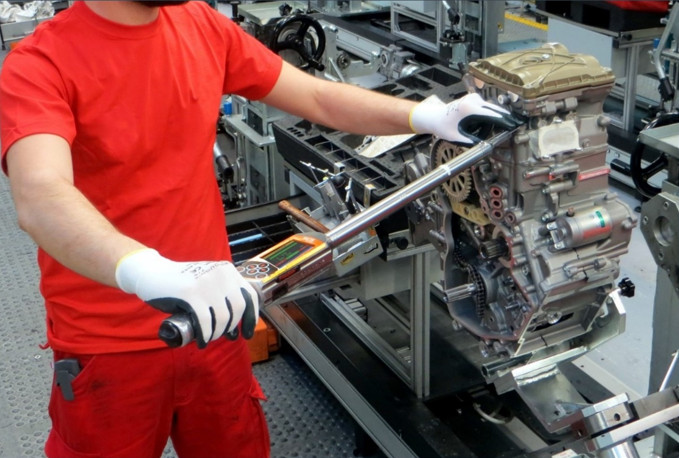
Abbildung 2: Messung einer Drehmoment-/Drehwinkelkurve an einem Serienbauteil
Wenn dies im ersten Schritt voraussichtlich nicht für die Lebensdauer ermittelt werden kann, dann doch zumindest einmal für den Zeitpunkt nach der Montage und nach dem Abklingen der signifikantesten Setzbeträge (siehe Abbildung 2). Die klarsten Informationen erhält man etwa durch Kraftmessungen oder Längenvergleichsmessungen an den Schrauben (z.B. durch Ultraschall, herkömmlicher Längenmessung, Lichtwellenmessung). Diese Verfahren kommen jedoch nicht immer zum Einsatz – egal ob direkt zur Montage oder nachträglich zur Prüfung – da sie nicht immer serientauglich, oder weil sie entsprechend kostenaufwändig sind, bzw. sie ein hohes Maß an fachlicher Anwendungskompetenz bedürfen.
Aber es gibt auch noch andere Verfahren. Zur Feststellung, ob man mit seiner Montagevorgabe tatsächlich im Bereich der gewünschten Streckgrenzausnutzung landet, kann man die Schraube, unter kontinuierlicher Messung des Drehmoments und -winkels, bis zum Versagen drehen. Dies ist entweder möglich von der nicht montierten Schraube ausgehend, bis zum Versagen oder von der bereits auf Zielmoment montierten Schraube über das Weiterdrehmoment zum Streckgrenzbereich nötigenfalls zum Versagen (Abbildung 4). Optimal ist dies unter gleichzeitiger Messung der Vorspann- oder Klemmkraft (Abbildung 3). Herausforderungen von Chargenwechsel etc. sind, wie bei allen anderen industriellen Analysen, entsprechend durch die Stichprobenwahl und-anzahl bzw. mathematisch, statistische Verfahren zu berücksichtigen. Hier wird die aktuell in Arbeit befindliche VDI 2230 Blatt 3 entsprechende Hilfestellung voraussichtlich ab 2023 liefern.

Abbildung 3: links: Beispielhafte Drehmoment-Zeit + Vorspannkraft – Kurve zur Verifizierung von Berechnungsergebnissen von Montagevorgaben bei Drehmomentanzug. Rechts: Handmesssystem für Drehmoment-/-winkel + Klemmkraft – Messschlüssel mit kabellos angeschlossener Kraftmessdose.
Wenn diese erste Hürde erfolgreich genommen wurde, ist die nächste die Verifizierung der für die Auslegung angenommenen Setzbeträge. Ein sehr pragmatischer Ansatz, welcher daher auch in der VDI 2230 Abschnitt 5.4.3.2 für das drehmomentgesteuerte Anziehen explizit genannt wird, ist das Messen von Weiterdrehmomenten. Das heißt, die unter stabilen und abgesicherten Bedingungen montierte Schraubverbindung wird um einige Winkelgrade weitergedreht und diese Drehmoment-Drehwinkelkurve wird entsprechend analysiert. Hier liegt der Fokus wie gesagt auf Drehmoment, welches direkt beim Übergang von der Haft- in die Gleitreibung gemessen wird.

Abbildung 4: Eine Drehmoment-/Drehwinkelmesskurve aus einer Reihe von Messungen mit Auswertung des Weiterdrehmoments zur Streckgrenze als Verifizierung des Anziehverfahrens bzw. Einstellung des Schraubwerkzeugs. Im vorliegenden Fall liegt das Weiterdrehmoment bei ca. 65% des Drehmomentbereichs im Streckgrenzbereich.
Hierzu braucht es entsprechend fähige Messmittel und Auswertemethoden. In Abbildung 5 werden die am häufigsten angewendeten Verfahren dargestellt. Es wird hier schon klar, dass die Verfahren teils zu unterschiedlichen Ergebnissen führen. Die Auswahl des Verfahrens ergibt sich jedoch aus der Wahl des Messsystems, des Verhaltens des Schraubfalls beim Weiterdrehen und anderen Faktoren. Hat man die Weiterdrehmomente erfasst, weist die Richtlinie darauf hin, dass diese um einen Faktor von dem Montagedrehmoment abweichen können. Die Höhe des zulässigen Faktors ist von der Konstruktion, gegebenenfalls in Kooperation mit weiteren Fachbereichen wie dem Versuch festzulegen, oder ist auf Basis von Erfahrungswerten auf seine Plausibilität hin zu überprüfen. Wie gesagt, es geht um die pragmatische Abschätzung von Annahmen zu den Setzbeträgen nach Montage bzw. nach Aussetzen von Betriebsbelastungen.
Prozessfähigkeitsuntersuchung mit Weiterdrehmoment
Sind diese frühen Analysen im Rahmen der Prototypen- oder Vorserienfertigung abgeschlossen, so bleibt noch der Nachweis der Langzeitstabilität der Fertigung, mit Bezug auf die Vorspannkraft/Klemmkraft. Auch hierzu kann im Serienmontageprozess die Messung von Weiterdrehmomentkurven genutzt werden (siehe Abbildung 5). Jedoch können auch weitere Verfahren zum Einsatz kommen, bzw. ein anderes als das, welches für die Schraubfallanalyse genutzt wurde.
1 – Schnittpunktermittlung
2 – Maximalwert beim Losbrechen MWH
3 – Steigungsänderung (bzw. Minimum nach MWH)
4 – Drehmoment am Drehwinkel
Abbildung 5: Beispielhafte Verläufe von Drehmoment-/Drehwinkelkurven nach einer Weiterdrehmomentmessung. Fall B. zeigt den typischen Verlauf für den Fall, dass die Haftreibung signifikant höher als die Gleitreibung ist und Fall A. wenn die Haftreibung nahezu der Gleitreibung entspricht. In beiden Grafiken wird eine Auswahl an Ergebnispunkten unterschiedlicher Verfahren zur Auswertung nach VDI/VDE 2645, Blatt 3 gezeigt. Zum Zwecke der Schraubfallanalytik finden in der Regel die Varianten 1 und 3 Anwendung.
Der Fakt, dass die Weiterdrehmomentwerte im Bereich der PFU abhängig von der gewählten Auswertemethode gut und gerne um 20-30% abweichen können, mag zunächst verwundern zeigt aber auch nochmal den signifikanten Unterschied zwischen Schraubfallanalyse und PFU auf. Bei der Schraubfallanalyse geht es um den spezifischen Messwert in seiner Höhe. Bei der PFU geht es um die Stabilität des Merkmals bzw. des Messprozesses über die Zeit, wobei die Messwerte eine nachgewiesene Korrelation zu der Zielgröße haben, jedoch nicht zwingend exakt diese wiederspiegeln müssen.
Ein Beispiel zur Verdeutlichung: Bei der Schraubfallanalyse wurde das Verfahren Steigungsänderung zur Ermittlung des Weiterdrehmomentes mit einem entsprechend hochauflösenden Messsystem ermittelt. Zur Überwachung der Serienfertigung werden jedoch andere Messgeräte mit einer anderen Messgerätefähigkeitsspezifikation genutzt und die Prüfprozesseignung hat ergeben, dass aufgrund des speziellen Verhaltens des Schraubfalls beim Weiterdrehen, der Prüfereinfluss auf den Prüfprozess am niedrigsten ist beim Verfahren „Drehmoment an Drehwinkel“ bei einem Weiterdrehwinkel von 4°. In so einem Bespiel könnte der Unterschied zwischen den beiden Auswertemethoden und Anwendungen bei 10-20% auf Basis des ausgegebenen Weiterdrehmoments liegen. Es sind aber auch zwei unterschiedliche Zielrichtungen, die jeweils verfolgt werden und daher ist der Unterschied, wenn entsprechend dokumentiert und erklärt, in Schraubfallanalyse und Messsystemanalyse (MSA) bzw. Prüfprozesseignung (PPE), auch nachvollziehbar.
Ausblick:
Herausforderungen des Messprozesses & Nachweis anderer Schrauben-„Funktionen“
Am Ende hängt die Wahl einer Schraubfallanalyse- und PFU-Auswertemethode von vielen Faktoren ab. Wenn man die Messung von Weiderdrehmoment/-winkelkurven nimmt hängt es u. a. vom Verhalten des Schraubfalls beim Übergang von der Haft- zur Gleitreibung beim Weiterdrehen, von den Algorithmen und deren Messunsicherheit, die im Prüfschlüssel bzw. von der Auswertesoftware verwendet werden und vieles mehr. Um alle Faktoren bewerten zu können braucht es, wie u. a. in der ISO 9000 beschrieben, genau diese MSA oder PPE, wie bei allen industriellen Messprozessen. Der in Überarbeitung befindliche VDA-Band 5.2 hilft hier in Kombination mit der kommenden VDI/VDE 2645-1, die Zusammenhänge und internationalen Anforderungen zu verstehen und zielgerichtet umzusetzen.
Was nicht vergessen werden darf, ist, dass Erzeugen von Klemmkraft nur eine von mehreren Funktionen einer Schraubverbindung ist. Darüber hinaus gibt es weitere Funktionen, die anstatt oder zusätzlich zur Klemmkraft realisiert werden müssen, wie z. B. Dichtigkeit, Stromfluss, Sicherheit gegen Lösen, Halten einer Position, etc.. Je nachdem, wie wichtig diese Funktionen sind, müssen entsprechend auch regelmäßige Nachweise für deren Erreichung während der Produktion bzw. danach erbracht und dokumentiert werden. Hierzu müssen entsprechend andere Methoden als die oben genannten, wenn nötig auch kombiniert, Anwendung finden. Zu diesen Verfahren zählen z.B. die Mindestmomentprüfung für Sicherungselemente, die Messung von Übergangswiderständen oder Nutzung von thermographisch bildgebenden Systemen bei stromführenden Verschraubungssystemen und viele mehr. Sie haben solche oder ähnliche Herausforderungen und möchten Unterstützung oder nur Ihre bestehenden Prozesse einmal mit Blick auf den aktuellen Stand der Wissenschaft und Technik (Produkthaftung) beleuchten? Fragen Sie ihren Schraubtechnikexperten Vor-Ort.
Last but not least: Absolute Grundvoraussetzung zur Analyse von Schraubverbindungen ist eine entsprechende Qualifikation des durchführenden Personals. Anderenfalls fällt die Schraubfallanalyse schnell in den Bereich des Kaffeesatzlesens, welches im Ernstfall zu gefährlichen Fehleinschätzungen führen kann. Selbst bei der Nutzung von entsprechenden Dienstleistern in diesem Bereich sollte man sich in jedem Fall entsprechende Nachweise für die Qualifikation und Erfahrung des durchführenden Personals vorlegen lassen und kritisch prüfen.
