
Unfortunately, you often only get vague or unclear answers to the supposedly simplest questions. Freedom – the SCS Concept Newsletter therefore deals in this issue with the subject of calibration and the most important questions and, above all, answers to this specialist area. The focus is, of course, on industrial tightening technology.
1. What is calibration?
Briefly, calibration can be described as a comparison between an instrument/transducer under test and a reference/standard. The primary objectives are:
- Determination and documentation of the deviation between the reference
and the test object. - adjustment, if necessary, to minimize the detected deviation
- confirmation of conformity to defined specifications
or to requirements of directives or standards - Proof of metrological traceability
If you want to know exactly, you should consult Publication 200 of the Joint Committee for Guides in Metrology (JCGM) – this is also better known as VIM (Vocabulaire international de métrologie), the international dictionary of metrology. There you will find the exact definition under section 2.39 – which does not necessarily make it easier immediately. This can be downloaded free of charge directly from the JCGM or purchased as ISO/IEC Guide 99 from your trusted standards publishers.
2. Why calibrate and what is traceability?
Measurements are an elementary part of quality assurance (e.g. process analysis, process monitoring, process control, quality control, control of vendor parts, documentation of tightening data & results, tool monitoring). Of course, this only makes sense with demonstrably correctly measuring technology. Regular calibrations ensure that measuring equipment measures correctly! Traceability is when the property of a measurement result can be traced back to national or international references through an unbroken chain of calibrations.
Calibration is therefore used to ensure that the display of the measuring equipment used has a known and documented relationship to an international reference for the unit of measurement used. The aim here is that no matter who (e.g. customer or supplier) anywhere in the world, comparable results are obtained. This is of particular importance whenever contracts and/or safety are involved. For this to work, it must be ensured that the “accuracy”, or rather the measurement uncertainty that occurs, is known and has been properly documented. A certain degree of “inaccuracy” or measurement uncertainty is unavoidable.
The selection of the measuring device for a measuring task depends on the permissible tolerance of the test specimen (e.g. tightening tool, method of evaluating an residual torque trace for process capability testing). If the tolerance is very large, a very simple measuring device or one with a higher measurement uncertainty is sufficient. If the tolerance is very tight, very precise measuring equipment must be used. The golden rule helps at this point in the selection of a suitable measuring device. The tolerance field width is divided by 10, in the most extreme case by 5, and then a reference is selected whose measurement uncertainty is slightly smaller than the calculated value.
An important part of ensuring confidence in calibrations is to follow the “Golden Rule of Metrology”. Figure 1 shows the same relationship using the example of measuring instruments in relation to their references.
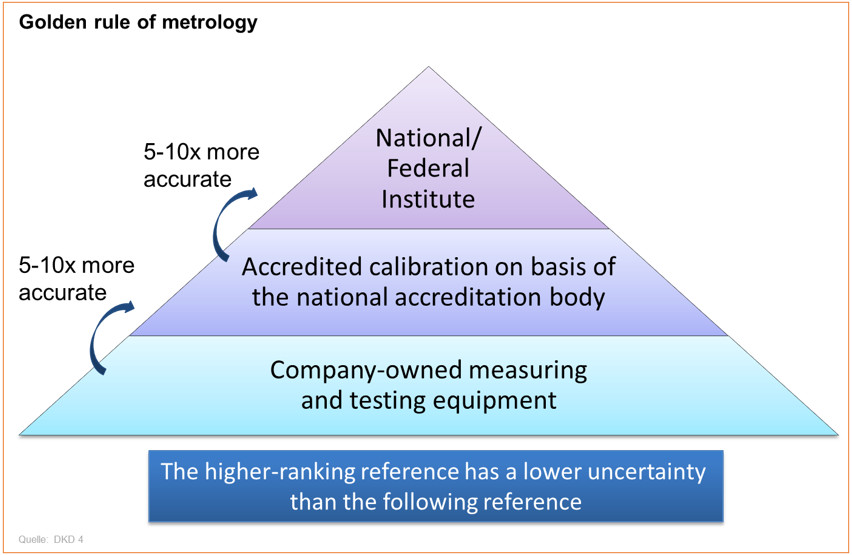
Figure 1: Golden rule of metrology. Traceability describes a process by which a measured value can be compared with the national or an international reference via one or more steps. Within the calibration hierarchy, the accuracy inevitably decreases downwards.
To get a better idea of the principle of traceability, the comparison with a strong tree is helpful. This can also be seen immediately as a synonym for the strength of confidence in a calibration, as shown in figure 2.

Figure 2: Traceability also means that the displayed measured value can be related to the national or international reference.
However, the last and perhaps even most important point for metrological or metrological traceability is proof of the calibration laboratory’s competence. After all, practically anyone can calibrate. But would you trust anyone to be able to calibrate measuring instruments on which the economic or technical success of your work, the safety and health of people depends – so that everyone in the world would believe you? Certainly not. That is why special attention is paid to the competence and proof of competence of calibration personnel when it comes to traceability. This is why quality management standards such as ISO 9001 also refer to ISO 10012 on the subject of requirements for measurement management systems, which in turn rightly demands very specific qualifications for the personnel employed (see, for example, sections 6.1.2 or 6.4). In order to achieve the goal of guaranteeing accurate and reliable measurement results, the accreditation of testing and calibration laboratories according to DIN EN ISO/IEC 17025 is required.
This standard is the worldwide valid standard for laboratory accreditation in the field of testing and calibration. It specifies general requirements for competence, impartiality and for the uniform operation of laboratories and is applicable to all organizations performing laboratory activities. It was developed with the aim of promoting confidence in the work of laboratories. In short, accreditation is the governmental testing of auditors. Accreditations by national authorities such as NIST, COFRAC, ACCREDIA, UKAS, DAkkS etc. are internationally recognized through agreements and reciprocity treaties – and so are the certificates and reports of accredited bodies in their respective scopes. This approach eliminates trade barriers and is of importance for the export industry that can hardly be underestimated. (see our newsletter “ILAC and international recognition of calibration certificates”)

Figure 3: These are the five essential requirements to ensure traceability internationally – so that your trust and everyone’s trust is justified.
3. Why recalibrate or calibrate periodically?
In a nutshell – because measuring equipment, measuring devices, test equipment changes. The three main reasons for this are shown in the following figure 4.
Figure 4: Measuring instruments are subject to change. Recalibration is therefore also a basic requirement of continuous quality assurance, see e.g. ISO 9001:2015 section 7.1.5.
4. How often you need to calibrate?
To this end, an important piece of information from the ILAC-G24:2007 / OIML D 10 Guide of 2007 is given in advance, whereby ILAC and OIML are the two major international organizations of accreditation bodies.
„The so-called “engineering intuition” which fixed the initial calibration intervals, and a system which maintains fixed intervals without review, are not considered as being sufficiently reliable and are therefore not recommended.”
Fortunately, this document does not leave the reader alone with the question of what criteria can now be used to determine the length of time between calibrations and tests, and therefore lists the most important factors as follows:
- The required or stated uncertainty of measurement;
- the risk that a measuring device exceeds the limits of the maximum permissible deviation during use; e.g. measuring device just fulfills the requirements placed on it à shorter calibration interval, or measuring device exceeds the requirements placed on it many times over à longer calibration interval is conceivable;
- Costs for necessary corrective measures, if it turns out that the device was not suitable over a longer period of time;
- Type of device;
- Tendency to wear and drift;
- Manufacturer’s recommendation;
- Extent and severity of use;
- Environmental conditions (climatic conditions, vibration, ionizing radiation, etc.);
- Trend data obtained from previous calibration records;
- Maintenance and servicing records;
- Frequency of cross-checking with other reference standards or measuring instruments;
- Frequency and quality of interim cross-checks;
- Transportation arrangements and hazards; and
- Level of operator training.
A selection of methods for checking calibration intervals is also presented. The complete document “Guidelines for the determination of calibration intervals of measuring instruments” can also be downloaded free of charge from the OIML homepage (link).
Verification, as can be read in ISO 9000:2015 section 3.8.12, is not an equivalent alternative to calibration when it comes to proving suitability and ensuring traceability. Verification can only be accepted as a quick, routine “check” of the measuring equipment. Technically correct processes, capable measuring equipment and appropriate qualification of the personnel performing the work are also a basic requirement here.
5. Why is calibrating not enough?
In the same way as tightening tools must be precisely adjusted or parameterized for a specific joint before they are used and their capability must then be proven in the form of a joint-based machine capability test, the same applies to measuring instruments. As a rule, calibration only provides proof of capability over the entire measuring range, e.g. on the basis of the manufacturer’s specifications. The application of the measuring device is not considered here – which, however, is mandatory (See also ISO 9000 section 3.5.6 note 2: A metrological confirmation is only achieved when the suitability of the measuring device for the intended application is stated and documented). This is why a measuring equipment capability (MEC) is required, which in the case of an electronic torque/angle wrench for the measurement task of the process capability study (PCT) is to demonstrate a statistical capability of the measuring equipment e.g. for 5° with a tolerance of +-2°. For this purpose, a Cg/Cgk of >1.33 must then be demonstrated using the tool inserts used, of course. And if we remember the golden rule of metrology, then that means, in effect, 2°/10. In the end, of course, there is still a need for a MSA (measurement system analysis), which must then be carried out by the user.

Figure 5: As a rule, calibration is merely a verification of the measurement uncertainty over the measuring range specified by the manufacturer at specified measuring points under specified conditions in the laboratory. These can and usually will differ significantly from the real application. Users must therefore, in a sensible way, prove a measuring equipment capability and a measuring system analysis. In the black boxes you will find information about who and when the various verifications should be made.
Are you curious?
Do they have further questions?
Do you have special challenges?
We at SCS Concept are there for you – not only when it comes to calibration, traceability, measuring equipment capability – we are your partner for all questions concerning tightening technology.
